冲床自动送料机的PLC控制与设计
日期:2007-7-10 23:16:38 来源:佳工机电网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要:介绍了冲床自动送料机的设计和PLC控制,分析了机构的工作原理和PLC编程方法。
关键词:冲床;自动送料;PLC控制
一、冲床自动送料机的技术状态
本文介绍的冲床自动送料机是一种用于冷挤压套圈类零件的送料机器,是冲床进行技术改造的理想附机。该送料机克服了国内外有关冲床送料机的不足。如日本的RF20SD—0R11机械手送料装置与冲床做成一体,从横向(侧面)送料,结构复杂,装配、制造、维修困难,价格昂贵,又不适合于我国冲床的纵向送料的要求。RF20SD—0R11的结构由冲床上的曲轴输出轴,通过花键轴伸缩,球头节部件联接机械手齿轮,由伞齿轮、圆柱齿轮、齿条、凸轮、拨叉、丝杆等一系列传动件使机械手的夹爪作伸缩、升降、夹紧、松开等与冲床节拍相同的动作来完成送料,另设一套独立驱动可移式输送机,通过隔料机构将工件输送至预定位置,这样一套机构的配置仅局限于日本设备,不能应用于国产冲床。国内有的送料机构由冲床工作台通过连杆弹簧驱动滑块在滑道上水平滑动,将斜道上下来的料,通过隔料机构推到模具中心,并联动打板将冲好的料拨掉,往复运动的一整套机构比较简单,无输送机构,联动可靠,制造容易。但机械手不能将料提升、夹紧,料道倾斜放置靠料自重滑下,如规格重量变动,则料道上工件下滑速度不一致,易产生叠料,推料机构没有将料夹紧,定位不正,废品率较高,使用也不安全。
结合国产冲床工作特点,采用机械手与输送机构配合为主要装置,再配合采用自动卸料安全保护,设计了具有较大应用价值和推广意义的自动送料机。
二、结构设计
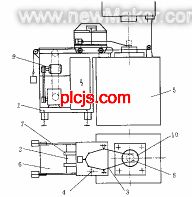
该送料机主要配备于3150kN冲床,也可配备于1600kN或1250kN等冲床。它主要由机架(包括撑脚、电器箱、角铁架)、输送机(包括电机、变速箱、滚筒、输送带、料台、料道、隔料机构、挡料机构等)、机械手(包括提升缸、夹紧缸、滑板、支架、连杆铰链等)、供油装置(包括油箱、液压泵等)、卸料机构和安全保护装置等部分组成(如图1)。
图1冲床自动送料机结构简图
1.机架2.输送带3.机械手4.隔料盘5.冲床工作台
6.料仓7.挡料板8.工件9.电机10.模具
机架主要联接冲床,装置机械手并使其在一定轨道上滑行,装置输送机构、电气元件。
输送机是通过一台电机驱动,通过皮带、减速器的传动至主动轴,使输送带以一定线速度输送工作。工作经料台进入料道(人工),再通过隔料机构输送至预定位置。
三、PLC控制
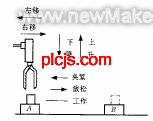
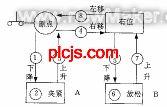
机械手需要完成将工件由A移向B的动作,机械手示意图如图2所示。它的动作过程如图3所示。
图2机械手示意图 图3机械手动作过程
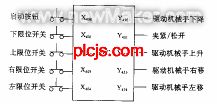
机械手每个工作臂上都有上、下限位开关和左、右限位开关,而其夹持装置不带限位开关。一旦夹持开始,控制PLC内的定时器启动,定时约束,夹持动作随即完成。机械手到达B点后,将工件松开的时间也是由定时器控制的,定时结束时,表示工件已松开。有关输入、输出点在PLC内的分配,如图4所示。
图4PLC内I/O点分配图
该机械手的动作过程如下:当按下启动按钮时,机械手从原点开始下降,下降到底时,碰到下限位开关(X401接通),下降停止。同时接通定时器,机械手开始夹紧工件,定时结束,夹持完成。机械手上升,上升到顶时,碰到上限位开关(X402接通),上升停止。机械手右移,右移碰到右限位开关(X403接通)时,右移停止。机械手下降,下降到底,碰到下限位开关(X401接通)时,下降停止。同时接通定时器,机械手放松工件,定时结束,工件已松开。机械手上升,上升到顶碰到上限位开关(X402接通)时,上升停止。机械手左移,左移到原点碰到左限位开关(X404接通)时,左移停止。于是机械手动作的一个周期结束。
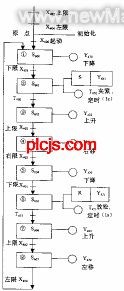
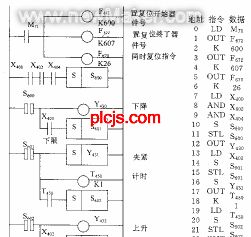
机械手自动操作流程图如图5所示。状态转换图如图6所示。梯形图如图7所示。
图5自动操作流程图
图6自动操作状态转换图
图7机械手自动操作的梯形图
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
关键词:冲床;自动送料;PLC控制
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
一、冲床自动送料机的技术状态
P.L.C.技.术.网——可编程控制器技术门户
WWW_P※LCJS_CO※M-PLC-技-.术_网
本文介绍的冲床自动送料机是一种用于冷挤压套圈类零件的送料机器,是冲床进行技术改造的理想附机。该送料机克服了国内外有关冲床送料机的不足。如日本的RF20SD—0R11机械手送料装置与冲床做成一体,从横向(侧面)送料,结构复杂,装配、制造、维修困难,价格昂贵,又不适合于我国冲床的纵向送料的要求。RF20SD—0R11的结构由冲床上的曲轴输出轴,通过花键轴伸缩,球头节部件联接机械手齿轮,由伞齿轮、圆柱齿轮、齿条、凸轮、拨叉、丝杆等一系列传动件使机械手的夹爪作伸缩、升降、夹紧、松开等与冲床节拍相同的动作来完成送料,另设一套独立驱动可移式输送机,通过隔料机构将工件输送至预定位置,这样一套机构的配置仅局限于日本设备,不能应用于国产冲床。国内有的送料机构由冲床工作台通过连杆弹簧驱动滑块在滑道上水平滑动,将斜道上下来的料,通过隔料机构推到模具中心,并联动打板将冲好的料拨掉,往复运动的一整套机构比较简单,无输送机构,联动可靠,制造容易。但机械手不能将料提升、夹紧,料道倾斜放置靠料自重滑下,如规格重量变动,则料道上工件下滑速度不一致,易产生叠料,推料机构没有将料夹紧,定位不正,废品率较高,使用也不安全。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
结合国产冲床工作特点,采用机械手与输送机构配合为主要装置,再配合采用自动卸料安全保护,设计了具有较大应用价值和推广意义的自动送料机。
plcjs.技.术_网
WWW_PLCJS_COM-PLC-技.术_网
二、结构设计
WWW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
该送料机主要配备于3150kN冲床,也可配备于1600kN或1250kN等冲床。它主要由机架(包括撑脚、电器箱、角铁架)、输送机(包括电机、变速箱、滚筒、输送带、料台、料道、隔料机构、挡料机构等)、机械手(包括提升缸、夹紧缸、滑板、支架、连杆铰链等)、供油装置(包括油箱、液压泵等)、卸料机构和安全保护装置等部分组成(如图1)。
WW.W_PLCJS_COM-PLC-技.术_网
图1冲床自动送料机结构简图
WWW_P※LCJS_CO※M-PLC-技-.术_网
1.机架2.输送带3.机械手4.隔料盘5.冲床工作台
WWW.PLCJS.COM——可编程控制器技术门户
6.料仓7.挡料板8.工件9.电机10.模具
WWcW_PLCJS_COM-PLC-技.术_网
机架主要联接冲床,装置机械手并使其在一定轨道上滑行,装置输送机构、电气元件。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PmLC-技.术_网
输送机是通过一台电机驱动,通过皮带、减速器的传动至主动轴,使输送带以一定线速度输送工作。工作经料台进入料道(人工),再通过隔料机构输送至预定位置。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWcW_PLCJS_COM-PLC-技.术_网
三、PLC控制
W1WW_P4LCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
机械手需要完成将工件由A移向B的动作,机械手示意图如图2所示。它的动作过程如图3所示。
WWW_P※LCJS_CO※M-PLC-技-.术_网
图2机械手示意图 图3机械手动作过程
WWW_PLCJS_COM-PLC-技.术_网
机械手每个工作臂上都有上、下限位开关和左、右限位开关,而其夹持装置不带限位开关。一旦夹持开始,控制PLC内的定时器启动,定时约束,夹持动作随即完成。机械手到达B点后,将工件松开的时间也是由定时器控制的,定时结束时,表示工件已松开。有关输入、输出点在PLC内的分配,如图4所示。
WWW_P※LCJS_COM-PLC-)技.术_网
图4PLC内I/O点分配图
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
该机械手的动作过程如下:当按下启动按钮时,机械手从原点开始下降,下降到底时,碰到下限位开关(X401接通),下降停止。同时接通定时器,机械手开始夹紧工件,定时结束,夹持完成。机械手上升,上升到顶时,碰到上限位开关(X402接通),上升停止。机械手右移,右移碰到右限位开关(X403接通)时,右移停止。机械手下降,下降到底,碰到下限位开关(X401接通)时,下降停止。同时接通定时器,机械手放松工件,定时结束,工件已松开。机械手上升,上升到顶碰到上限位开关(X402接通)时,上升停止。机械手左移,左移到原点碰到左限位开关(X404接通)时,左移停止。于是机械手动作的一个周期结束。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
机械手自动操作流程图如图5所示。状态转换图如图6所示。梯形图如图7所示。

WWW_PLCJS_COM-PLC-技.术_网
图5自动操作流程图
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图6自动操作状态转换图
WW.W_PLC※JS_C,OM-PL,C-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
图7机械手自动操作的梯形图
本新闻共2页,当前在第1页1 2
WWW_PLCJS@_COM%-PLC-技.术_网
上一篇: 可编程控制器的安装和维护下一篇: 现场调试基本步骤
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行