WWW_P※LCJS_COM-PLC-)技.术_网
本机是将兔毛原料未经改性处理,直接进行开松、梳理,制成一定支数的毛条,具备抱合力大和加有真捻等特点,并由纺纱机(FNT-28型兔毛纺纱机,专利号:9424N73-4)纺制成各种规格支数的细纱。本机是国家发明专利产品(专利号:93106597-6),“八五”国家星火项目,同时又被国家科委列为“九五”国家科技成果重点推广计划项目。全机结构示意图
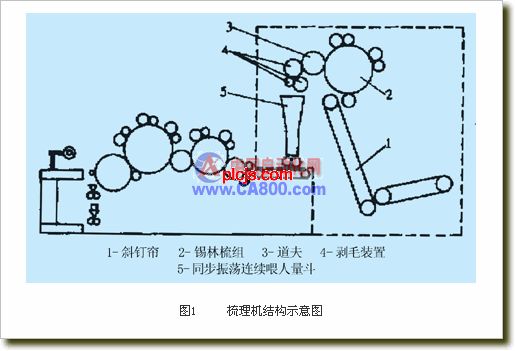 如图1所示。
如图1所示。
W1WW_P4LCJS_COM-PLC-技.术_网
本机电气部分采用继电器控制系统,动力驱动由三相异步电动机来完成。该控制系统有三点不足:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(1) 继电器线路接线复杂,功能单一。 继电器接触控制系统的逻辑部分由许多继电器;按某一固定形式连接而成,若工艺流程发生改变,则需要改变继电器控制系统的接线,才能满足新的工艺流程要求。工人实际操作和维修复杂,易出故障;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(2) 可靠性不高,控制精度不够,这就势必影响了出条支数、出条定重;
W1WW_P4LCJS_COM-PLC-技.术_网
(3) 继电器控制柜的体积大,占用了较大的生产空间,影响了工人的操作。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
因此有必要对本机的控制系统进行改造。近年来,随着科学技术的飞速发展,步进、伺服电机的应用越来越广泛,其功能多样性和产品可靠性日臻完善,正在逐步取代原来的普通电机。而且随着可编程控制器技术的日益成熟,将二者完整地结合起来,完成对各种复杂运动的自动控制,实行机电一体化,正在成为一种趋势。
WWW_P※LCJS_COM-PLC-)技.术_网
2 控制方案的确定
WWW_P※LCJS_CO※M-PLC-技-.术_网
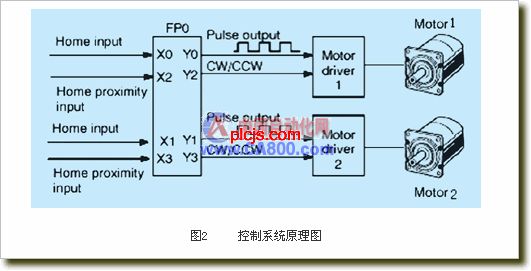
由于步进电机可直接用数字信号控制,无需反馈可开环工作,无累积定位误差,控制精度高,因此被广泛用于数字控制系统和计算机控制系统。而可编程序控制器(PLC)是一种适于工业现场控制的,由单片计算机(CPU)、外围大规模集成电路(LSI)、系统软件及I/0接口等构成的新型控制器,用户通过软件设计,可实现以往难以实现的各种复杂逻辑控制。与通用PC机或单片机构成的系统相比,PLC具有可靠、抗扰能力强、编程简单等优点,已成为替代传统继电接触器控制线路的升级换代产品。因此,本系统采用可编程控制器(PLC) 为控制核心,步进电动机为执行元件、红外光电传感器为检测元件的新型系统,实现了兔毛梳理机的计算机数字控制。其组成原理如图2所示:
WWcW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
3 控制系统的实现
WWW.PLCJS.COM——可编程控制器技术门户
3.1 系统组成
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
PLC选用日本松下FP0 PLC,共8点输入(X0~X7),8点输出(Y0~Y7),主要控制主电机Motor1和毛斗步进电机Motor2的工作状态和转速;步进电机选用两相混合步进电动机,步距角1.8°/STEP,用于驱动主机和毛斗;步进电机驱动器选用DMD402,电源电压DC14V~40V,其作用是根据PLC的控制指令对电机实现脉冲和方向控制。
WWcW_PLCJS_COM-PLC-技.术_网
3.2 系统工作原理
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
FP0系列PLC除具有一般逻辑控制与运算功能外,还具有高速计数输入(最大10kHz)、PLS脉冲直接输出、SPD位置控制、PWM脉冲输出等特殊处理功能,用于步进电机的速度控制或位置按制十分方便。
——可——编——程——控-制-器-技——术——门——户
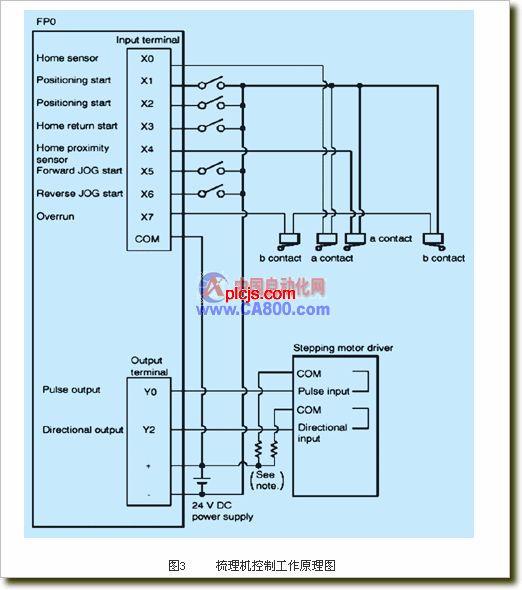
在图3所示系统中:PLC输出口Y0、Y1以脉冲速率方式输入步进电机驱动器的Pulse input端,控制梳理机主电机和毛斗电机转速和位移。PLC输出口Y2、Y3以方向信号输入到驱动器Directional input端,控制梳理机电机的转向。输出点Y4、Y5是步进电机复位信号RST,每次开机对步进电机驱动器清零。PLC输入点X0以梳理机喂入量斗处的红外传感器作为输入信号,可调节喂入量斗的喂毛量。X1、X2作为步进电机的启动信号,X3作为步进电机复位信号。X4以为位置传感器作为输入信号,检测梳理机是否复位。可以利用当需要手动操作时,可通过PLC的手动输入信号X5、X6,以点动方式按制电机的正转或反转。控制关系为:X5=ON,电机正转;X6=ON,电机反转。
WWW_PL※CJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
4 控制系统软件设计
WWW_PL※CJS_COM-PLC-技.术_网
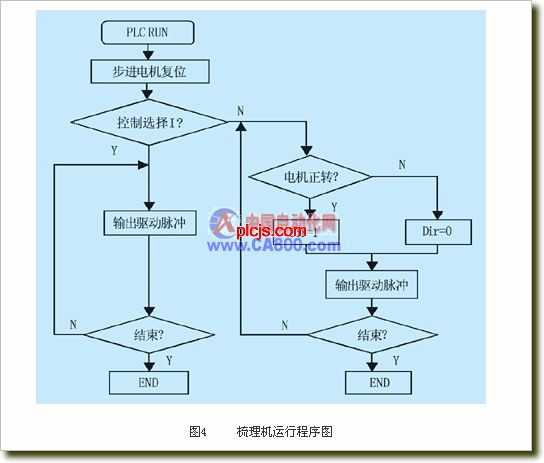
图4是根据前述梳理机的电气控制原理,结合PLC的程序设计方法和生产工艺要求,设计的控制软件程序流程图。
plcjs.技.术_网
利用FP0 PLC提供的高速脉冲处理指令、逻辑控制指令、算数运算指令及一些特殊功能指令,可较方便的实现对步进电机的升/降速、恒速及正/反转的运行控制,尤其用PLS-脉冲输出指令和SPD-位置控制指令,可使步进电机达到不失步的升/降速与恒速运行。
WWW.PLCJS.COM——可编程控制器技术门户
5 结束语
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
以PLC和步进电机为主构成的数字式兔毛梳理机控制系统的研制成功,为兔毛梳理机在生产与应用环节的工艺参数的调整,提供了保障。采用本控制系统的兔毛梳理机各项指标:适纺原料范围:兔毛(高比例);条干重量不匀率:1.5%;生条可纺支数:8~60公支;脱毛量:1~mg/100cm2;兔毛制成率≥95%;出条定重:0.125~1g/m;台时产量:0.3~2kg/h。此外,系统具有控制精度高、操作简单、运行平稳、无噪音等优点。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网