CAN总线解决方案在插片机上的应用
日期:2008-3-28 18:53:57 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
系统概述
插片工序是晶振等电子元器件封装过程中的重要工序,用旋转吸嘴拾取散装的石英晶片,通过视觉处理系统,进行位置和角度自动补正后,将石英晶片按照指定的方向整齐放置到统一的镀膜盘中供下一道工序使用。传统的插片机使用旋转式电机做驱动主轴及单个吸取的方式,限制插片速度,最高速度0.67个/秒。而步进科技推出的新型设计方案中通过对主轴及吸取方式进行的创造性改造,使用直线伺服电机作为主轴,采取独特的4头循环吸取方式,大大提高了速度及精度,设计速度达到1.25个/秒,取放料精度达到0.01mm。同时系统采用基于CANOPEN总线的多轴控制系统,实现了单台PLC对10个轴的控制,高效的通讯速度不仅实现电机的同步,同时降低系统的安装及维护复杂性。
传动原理
插片机主要包括工序有:
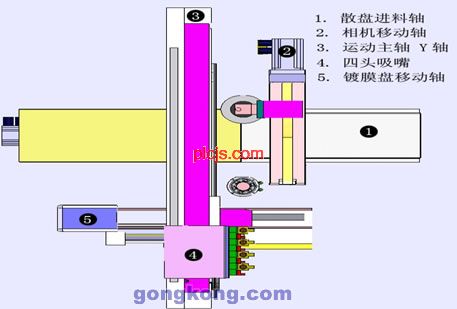
1) 识别散料:移动摄像头及散装料盘,通过视觉系统查找散盘上散料位置,根据识别位置移动吸嘴;
2) 取料:四吸头顺序吸取散料,延主轴运动到放料位置;
3) 调整位置及方向:主轴传动过程中再次进行单个散料位置识别;
4) 料盘进给:镀膜盘延轴移动到物料吸放位置;
5) 放置到料盘:根据单个位置的的识别,进行角度调节到统一方向后放入镀膜盘。
方案原理图

如图所示,在十轴的插片机伺服控制系统中,主控制器采用的是Beckhoff PLC BX 9000,BX9000以太网口连接高速数字图像检测仪(Keyence CV2100)、CANOPEN通讯口连接10台不同型号的KINCO智能型伺服驱动器,完成闭环控制。Kinco ECOVARIO高性能伺服驱动器用来控制主轴的直线伺服电机,以实现快速、高加速、高定位精度的运动要求,一台KINCO ED200 伺服驱动器和八台ED 100驱动器则分别控制散料盘移动电机、镀膜盘移动电机、相机移动电机、四路吸头旋转电机、进/出镀膜盘升降电机,完成散装料盘的进给、摄像头移动、吸头旋转定位及镀膜料盘的进给升降动作。系统还配有eView 5.7” 彩色TFT触摸屏(MT5300T),通过以太网口与BX9000进行通讯,实现对设备控制的操作和运行数据的监控。系统通过CANopen现场总线以1Mbps速率进行通讯,很好满足了实时性的要求。
配置表

控制特点
控制器:Beckhoff PLC完成逻辑控制、位置闭环、以太网及CANopen通讯,系统稳定可靠,编程简单。
BX 9000系列PLC是Beckhoff公司推出的具有多通讯方式和强大处理能力的中型PLC。通过Beckhoff PLC CANopen端口连接ECVORARIO 及ED系列驱动器组成的CANopen现场总线,实现了多轴控制高速通讯系统。BX 9000以太网口连接Keyence CV2100高速数字图像检测仪和MT5300大大提高了系统位置控制环的通讯和显示速度。
主轴移动电机:速度快和高加/减速度Kinco SLME-025-244-000直线电机。
Kinco SLME-025直线电机不同于传统旋转式伺服电机,由于直线电机使用时无需使用连轴器,电机具有速度快(在规定的行程内,可产生大的加减速)、效率高的特点。在本系统中设定速度为1.5m/s时,加速度可达到107m/s2,加/减速过程电机不抖动,定位达到5um精度。
现场总线通讯:速率高达1M的CANopen总线
CANopen是基于CAN BUS的高层协议,CAN总线具备抗干扰性强、高速、实时的优点, CANopen通过PDO、SDO、NMT等通讯对象,方便了总线的管理和应用。Kinco的ECVORARIO 及ED系列驱动器均内置了CANopen通讯功能。CANopen最大支持127个从站节点,本系统因而实现了一个PLC对多个伺服电机的控制要求,本系统中独创的4个吸头的设计构想也基于CANopen总线支持多节点的特点。整个系统中共涉及到10轴电机的控制,每个电机均通过驱动器直接连接到CANopen总线上和PLC相连,系统设计的复杂性大大降低,同时也减小了系统后期的维护成本。
传统设计中对各个电机控制基本采取脉冲方向控制的模式,普通PLC支持脉冲数在两到三路以内,涉及到三路以上多轴系统的时候只能采取增加脉冲模块或通过RS232/485串连多个PLC进行控制。采用多个PLC控制的方法增加了系统设计的复杂性,PLC之间通讯速度也影响了系统的响应速度。另一方面脉冲控制易受干扰,在设备周围存在大的干扰源如大功率变频器时系统通讯会受影响产生丢步等现象。
结语
高性能直线伺服电机,省去了机械传动部分,电机运行加/减速有了较大的提高。采用CANopen总线系统进行多轴控制,不仅提高增强设备生产能力,同时增加系统配置灵活性。系统达到了高性能、维护方便、成本经济的特点。随着新型插片机性能的不断提高,直线电机和CANopen现场总线的设计方法在电子元件封装行业中应用将更加广泛和深入。
P.L.C.技.术.网——可编程控制器技术门户
插片工序是晶振等电子元器件封装过程中的重要工序,用旋转吸嘴拾取散装的石英晶片,通过视觉处理系统,进行位置和角度自动补正后,将石英晶片按照指定的方向整齐放置到统一的镀膜盘中供下一道工序使用。传统的插片机使用旋转式电机做驱动主轴及单个吸取的方式,限制插片速度,最高速度0.67个/秒。而步进科技推出的新型设计方案中通过对主轴及吸取方式进行的创造性改造,使用直线伺服电机作为主轴,采取独特的4头循环吸取方式,大大提高了速度及精度,设计速度达到1.25个/秒,取放料精度达到0.01mm。同时系统采用基于CANOPEN总线的多轴控制系统,实现了单台PLC对10个轴的控制,高效的通讯速度不仅实现电机的同步,同时降低系统的安装及维护复杂性。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
传动原理
plcjs.技.术_网
插片机主要包括工序有:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1) 识别散料:移动摄像头及散装料盘,通过视觉系统查找散盘上散料位置,根据识别位置移动吸嘴;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2) 取料:四吸头顺序吸取散料,延主轴运动到放料位置;
P.L.C.技.术.网——可编程控制器技术门户
3) 调整位置及方向:主轴传动过程中再次进行单个散料位置识别;
WWW.PLCJS.COM——可编程控制器技术门户
4) 料盘进给:镀膜盘延轴移动到物料吸放位置;
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
5) 放置到料盘:根据单个位置的的识别,进行角度调节到统一方向后放入镀膜盘。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
方案原理图
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
如图所示,在十轴的插片机伺服控制系统中,主控制器采用的是Beckhoff PLC BX 9000,BX9000以太网口连接高速数字图像检测仪(Keyence CV2100)、CANOPEN通讯口连接10台不同型号的KINCO智能型伺服驱动器,完成闭环控制。Kinco ECOVARIO高性能伺服驱动器用来控制主轴的直线伺服电机,以实现快速、高加速、高定位精度的运动要求,一台KINCO ED200 伺服驱动器和八台ED 100驱动器则分别控制散料盘移动电机、镀膜盘移动电机、相机移动电机、四路吸头旋转电机、进/出镀膜盘升降电机,完成散装料盘的进给、摄像头移动、吸头旋转定位及镀膜料盘的进给升降动作。系统还配有eView 5.7” 彩色TFT触摸屏(MT5300T),通过以太网口与BX9000进行通讯,实现对设备控制的操作和运行数据的监控。系统通过CANopen现场总线以1Mbps速率进行通讯,很好满足了实时性的要求。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
配置表
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
plcjs.技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
控制特点
WWW_P※LCJS_CO※M-PLC-技-.术_网
控制器:Beckhoff PLC完成逻辑控制、位置闭环、以太网及CANopen通讯,系统稳定可靠,编程简单。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
BX 9000系列PLC是Beckhoff公司推出的具有多通讯方式和强大处理能力的中型PLC。通过Beckhoff PLC CANopen端口连接ECVORARIO 及ED系列驱动器组成的CANopen现场总线,实现了多轴控制高速通讯系统。BX 9000以太网口连接Keyence CV2100高速数字图像检测仪和MT5300大大提高了系统位置控制环的通讯和显示速度。
P.L.C.技.术.网——可编程控制器技术门户
主轴移动电机:速度快和高加/减速度Kinco SLME-025-244-000直线电机。
WWcW_PLCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
Kinco SLME-025直线电机不同于传统旋转式伺服电机,由于直线电机使用时无需使用连轴器,电机具有速度快(在规定的行程内,可产生大的加减速)、效率高的特点。在本系统中设定速度为1.5m/s时,加速度可达到107m/s2,加/减速过程电机不抖动,定位达到5um精度。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
现场总线通讯:速率高达1M的CANopen总线
WWW_PLC※JS_COM-PmLC-技.术_网
CANopen是基于CAN BUS的高层协议,CAN总线具备抗干扰性强、高速、实时的优点, CANopen通过PDO、SDO、NMT等通讯对象,方便了总线的管理和应用。Kinco的ECVORARIO 及ED系列驱动器均内置了CANopen通讯功能。CANopen最大支持127个从站节点,本系统因而实现了一个PLC对多个伺服电机的控制要求,本系统中独创的4个吸头的设计构想也基于CANopen总线支持多节点的特点。整个系统中共涉及到10轴电机的控制,每个电机均通过驱动器直接连接到CANopen总线上和PLC相连,系统设计的复杂性大大降低,同时也减小了系统后期的维护成本。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
传统设计中对各个电机控制基本采取脉冲方向控制的模式,普通PLC支持脉冲数在两到三路以内,涉及到三路以上多轴系统的时候只能采取增加脉冲模块或通过RS232/485串连多个PLC进行控制。采用多个PLC控制的方法增加了系统设计的复杂性,PLC之间通讯速度也影响了系统的响应速度。另一方面脉冲控制易受干扰,在设备周围存在大的干扰源如大功率变频器时系统通讯会受影响产生丢步等现象。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
结语
WWW_PLC※JS_COM-PmLC-技.术_网
高性能直线伺服电机,省去了机械传动部分,电机运行加/减速有了较大的提高。采用CANopen总线系统进行多轴控制,不仅提高增强设备生产能力,同时增加系统配置灵活性。系统达到了高性能、维护方便、成本经济的特点。随着新型插片机性能的不断提高,直线电机和CANopen现场总线的设计方法在电子元件封装行业中应用将更加广泛和深入。
上一篇: 系统间通讯中桥的使用下一篇: 工业以太网PROFINET革新制丝线的电控系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行