台达机电产品在四轴独立悬锭粗纱机上的整合应用
日期:2009-4-17 22:45:12 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
【摘要】 传统粗纱机,多采用锥轮(俗称铁炮)和差速箱装置,机械结构上较复杂,依赖于更换齿轮等方式的调整纺纱参数方式,已不适应客户对高速、高质、大卷装、人机友好型粗纱机需求;同时现代纺织技术及工艺的差异化发展,要求纺纱过程中能快速有效的调整控制诸元.目前我公司开发的独立四轴悬锭粗纱机,很好的适应这一要求。
【关键词】粗纱机 PLC 伺服 变频器 HMI
一. 引言
粗纱机是将并条后的熟条加工成不同号数和捻度的粗纱,供细纱机纺制细纱的设备,适用普梳和精梳棉型纤维、60mm以下的化学纤维及其它混纺纤维。
我国粗纱机的技术进步,在过去几十年中相对于传统纺纱的其他设备发展较为滞后.这其中有多道粗纱机改单程粗纱机,并受细纱技术进步的影响和超大牵伸细纱机研制开发争论的干扰。20世纪90年以来,随着先进的粗纱机机械结构和控制理论的成熟,适应客户要求的高速、高质、大卷装、人机友好型粗纱机得到快速发展.
粗纱机就落纱过程的不同,分托锭式和悬锭式;其中悬锭式粗纱机依据电机轴数量又分: 两轴式、三轴式、四轴式和七轴式粗纱机;四轴悬锭式粗纱机为本轮技术发展的重点.四轴悬锭式粗纱机又分带差速箱式和四轴独立式;本文基于台达机电产品,就变频和伺服构成的四轴独立式悬锭粗纱机阐述其技术要点.
二.机械结构及相关工艺
1.四轴独立悬锭式粗纱机整体结构 如图1

图1 整机图
2. 传动结构和工艺
传动结构 如图2
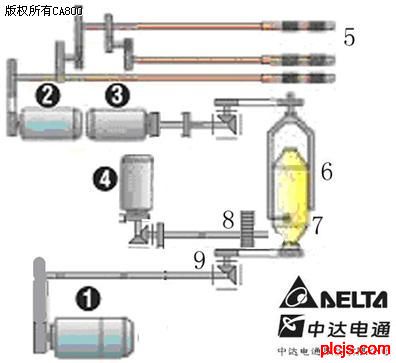
图2 传动结构
图中 1.卷绕伺服电机 2 .罗拉伺服电机 3. 锭翼变频电机 4 .龙筋升降电机
5 .罗拉装置(其牵伸原理如图3) 6 .锭翼装置 7 .卷绕装置
8 .龙筋 9 .万向节

图3 罗拉牵伸原理
根据纺纱工艺的要求,粗纱机将棉条熟条经罗拉牵伸后,由前罗拉出纱,锭翼恒速旋转进行加捻;同时卷绕系统带动筒管旋转,按照卷装成型的要求,将加捻后的纱卷绕在筒管上.由于前罗拉出纱速度是恒定的,卷绕速度随着卷绕直径的增大而降速.同时龙筋缓慢升降,托动其上纱管上下往复动作,配合卷绕装置使纱线逐层缠绕在纱管上,直到到达预设层数或纱线长度.
事实上,完整的悬锭粗纱机还应包含清洁装置:悬锭粗纱机普遍采用积极回转式上下清洁器.由于其结构独立,工作方式较为简单,本文不再赘述.
三.基于台达机电产品的电气系统构架
1. 电气系统的构架考量
四轴独立悬锭式粗纱机,控制系统的关键在于四轴的同步比例联动,来模拟两轴粗纱机差速箱合成各轴速度的过程;四轴独立悬锭式粗纱机系统动作过程中,各轴速度要求有高的响应性和稳定性。同时,电机对外部负载的合理变化要求有快速而有效的应变能力。
基于设备的以上技术特征和客户高品质要求,结合台达完整、全面的产品线,我们选用台达EH2系列PLC作为主控,选用台达VE系列高性能矢量变频器控制锭翼轴;台达A+系列大功率伺服系统控制卷绕轴;罗拉轴和龙筋轴分别选用台达AB系列伺服系统控制;触摸屏为台达A系列真彩界面。
2. 电气系统的整体构架
构建的电气系统 如图4;

图4 电气系统构架
3. 主要控制器件功能
A.触摸屏: 四轴悬锭式粗纱机参数设定量大,本屏可直观、便捷的设定和监控各种参数;
B.PLC: EH2系列型,运算速度快,支持4路高速脉冲输出,稳定可靠,可依据控制工艺扩展I/O点数;
C.罗拉伺服:提供罗拉轴动力,速度恒定,大小决定于锭翼转速和捻度;
D.卷绕伺服:提供纱管卷绕动力,速度随纱的卷绕直径增大而降低;
E.龙筋伺服:提供龙筋升降动力,升降速度越小,纱线缠绕越密;
F.锭翼变频:提供锭翼旋转动力,速度恒定,由触摸屏设定;变频系统加装速度回授PG卡,电机加装台达编码器,实现闭环控制.考虑到粗纱机电控箱的配置离机头较远,应用现场电磁环境复杂,建议选用差动型编码器.
4. 周边控制线路
根据工艺要求,粗纱机身上并联安装多组操作盒,每组操作盒上设启动、停止、点动按钮,均能启停点动整台机器,以方便档车工操作;
纺纱过程中,断纱断条均要求自动停车,故加装光电传感器,已检测纱条是否工作正常;纺纱成型完成,龙筋自动下降到落纱位置,方便挡车工快速取下纱锭;同时,纱锭取下完成一次纺粗纱后,再次安装新的纱管,操作触摸屏相关按钮,要求龙筋自动上升到初绕位置停止,将新穿过锭翼的纱线手工缠绕在纱管初绕位置,操作启动按钮,新的纺纱过程开始.这就要求,在龙筋上下升降的行程中,加装落纱位置检测开关、初绕位置检测开关.考虑到龙筋上下升降行程不能超过极限值,必须加装龙筋上下极限检测开关.
以上控制点,直接接入PLC输入点,控制逻辑由PLC运算处理;°

图5 触摸屏程序之参数设定界面
四.调试难点、要点及应对
1. 纱线张力控制
四轴悬锭式粗纱机,从罗拉牵伸出的纱线,需穿过锭翼形成捻度再缠绕在筒管上,整个过程是一个动态过程;由于捻度有限,纱线的极限张力较小,在整个纺纱过程,受传动机械比例联动同步性的波动、纱管时时直径理论值和实际值的误差,造成纱线出纱位置的上下波动(如图3箭头处所示),大的波动不仅影响纱锭成型质量,甚至超成断头,使整机停机,影响纺纱效率.
目前行业内主要分两种途径解决上述问题:
第一种: 由张力CCD传感器在线检测粗纱张力,反馈到PLC运算。
这种方式,减低了核心运算难度,简化了缠绕和龙筋轴的控制计算量.但由于CCD检测在实际使用过程中,对环境要求较高,必须保持镜面清洁,且面对市场成本压力,此种解决方式普及度并不高,但值得关注.
第二种: 在标准理论计算公式下,增加张力补偿程序,进而微调纱管旋转速度和龙筋升降速度,达到调整粗纱张力的目的.同时针对不同的纱线要求自动调用不同的补偿系数.其普遍采用的是补偿微调卷绕轴速度.
此种方式,成本小,效果明显,不依赖于检测外部器件,柔性好.但调试时要反复测试,不断积累不同纱线在不同层数的修正系数值.本案采用此方式。
2.龙筋位置的断电记忆
在纺纱时,纱锭缠绕未完成时系统外部断电是经常存在的,重新上电后,要求粗纱机能继续断电前位置和参数继续纺纱.
由于市场大多伺服系统驱动器为增量式编码器,断电不能记忆轴当前位置;本案通过4N25光偶连接PLC与伺服驱动器编码器输出口,通过PLC断电记忆区来记忆断电前位置值。其连接方式 如图6
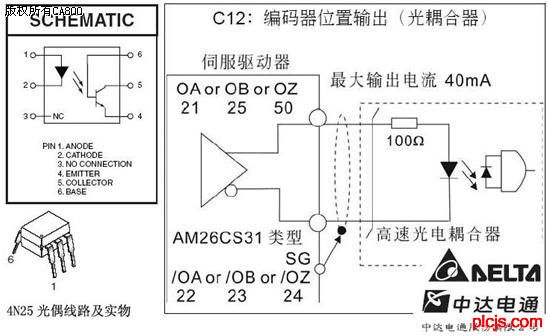
图6 龙筋伺服编码器通过4N25转换后接入PLC
3. 整机启停的控制
在粗纱机纺纱处于初始阶段和将要完成时,纱锭半径对应较小或较大,此时若以屏设最高速度运转,纱线在缠绕边缘的离心力与纺纱中段差别较大,不利于形成高质量纱锭.这就要求纺纱初始阶段和将要完成时整机速度降低运行,减少断头率,提高成纱质量.程序中必须设计各个纺纱阶段的自动速度转换程序.

图7 纺纱成型中段
五.结论
以上述方案为依托研发的四轴独立悬锭式粗纱机已在山东某纺织机械厂研发成功,锭翼速度最高可达1350r/min,纱锭成型匀称,纱线排布一致性好,一次成型纱线长度可达3200m;捻度、纱锭成型角度、成型长度、纺纱长度等均可柔性设定。纺纱张力更为稳定,在锭速1100r/min条件下断头在0.5根/台·小时以内。具备自动落纱和自动找初绕位置功能,有效降低挡车工劳动强度,提高了劳动效率,市场前景广阔。
W1WW_P4LCJS_COM-PLC-技.术_网
【摘要】 传统粗纱机,多采用锥轮(俗称铁炮)和差速箱装置,机械结构上较复杂,依赖于更换齿轮等方式的调整纺纱参数方式,已不适应客户对高速、高质、大卷装、人机友好型粗纱机需求;同时现代纺织技术及工艺的差异化发展,要求纺纱过程中能快速有效的调整控制诸元.目前我公司开发的独立四轴悬锭粗纱机,很好的适应这一要求。
WWW_PL※CJS_COM-PLC-技.术_网
【关键词】粗纱机 PLC 伺服 变频器 HMI
WWW.PLCJS.COM——可编程控制器技术门户
一. 引言
WWW_P※LCJS_COM-PLC-)技.术_网
粗纱机是将并条后的熟条加工成不同号数和捻度的粗纱,供细纱机纺制细纱的设备,适用普梳和精梳棉型纤维、60mm以下的化学纤维及其它混纺纤维。
WWW_PL※CJS_COM-PLC-技.术_网
我国粗纱机的技术进步,在过去几十年中相对于传统纺纱的其他设备发展较为滞后.这其中有多道粗纱机改单程粗纱机,并受细纱技术进步的影响和超大牵伸细纱机研制开发争论的干扰。20世纪90年以来,随着先进的粗纱机机械结构和控制理论的成熟,适应客户要求的高速、高质、大卷装、人机友好型粗纱机得到快速发展.
WWW.PLCJS.COM——可编程控制器技术门户
粗纱机就落纱过程的不同,分托锭式和悬锭式;其中悬锭式粗纱机依据电机轴数量又分: 两轴式、三轴式、四轴式和七轴式粗纱机;四轴悬锭式粗纱机为本轮技术发展的重点.四轴悬锭式粗纱机又分带差速箱式和四轴独立式;本文基于台达机电产品,就变频和伺服构成的四轴独立式悬锭粗纱机阐述其技术要点.
W1WW_P4LCJS_COM-PLC-技.术_网
二.机械结构及相关工艺
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1.四轴独立悬锭式粗纱机整体结构 如图1
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
plcjs.技.术_网
图1 整机图
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2. 传动结构和工艺
WWW_PLC※JS_COM-PmLC-技.术_网
传动结构 如图2
WWW_P※LCJS_CO※M-PLC-技-.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图2 传动结构
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图中 1.卷绕伺服电机 2 .罗拉伺服电机 3. 锭翼变频电机 4 .龙筋升降电机
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5 .罗拉装置(其牵伸原理如图3) 6 .锭翼装置 7 .卷绕装置
P.L.C.技.术.网——可编程控制器技术门户
8 .龙筋 9 .万向节
plcjs.技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图3 罗拉牵伸原理
WW.W_PLC※JS_C,OM-PL,C-技.术_网
根据纺纱工艺的要求,粗纱机将棉条熟条经罗拉牵伸后,由前罗拉出纱,锭翼恒速旋转进行加捻;同时卷绕系统带动筒管旋转,按照卷装成型的要求,将加捻后的纱卷绕在筒管上.由于前罗拉出纱速度是恒定的,卷绕速度随着卷绕直径的增大而降速.同时龙筋缓慢升降,托动其上纱管上下往复动作,配合卷绕装置使纱线逐层缠绕在纱管上,直到到达预设层数或纱线长度.
WWW.PLCJS.COM——可编程控制器技术门户
事实上,完整的悬锭粗纱机还应包含清洁装置:悬锭粗纱机普遍采用积极回转式上下清洁器.由于其结构独立,工作方式较为简单,本文不再赘述.
WWW_PLCJS@_COM%-PLC-技.术_网
三.基于台达机电产品的电气系统构架
W1WW_P4LCJS_COM-PLC-技.术_网
1. 电气系统的构架考量
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
四轴独立悬锭式粗纱机,控制系统的关键在于四轴的同步比例联动,来模拟两轴粗纱机差速箱合成各轴速度的过程;四轴独立悬锭式粗纱机系统动作过程中,各轴速度要求有高的响应性和稳定性。同时,电机对外部负载的合理变化要求有快速而有效的应变能力。
WWW_PLC※JS_COM-PmLC-技.术_网
基于设备的以上技术特征和客户高品质要求,结合台达完整、全面的产品线,我们选用台达EH2系列PLC作为主控,选用台达VE系列高性能矢量变频器控制锭翼轴;台达A+系列大功率伺服系统控制卷绕轴;罗拉轴和龙筋轴分别选用台达AB系列伺服系统控制;触摸屏为台达A系列真彩界面。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2. 电气系统的整体构架
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
构建的电气系统 如图4;
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
——可——编——程——控-制-器-技——术——门——户
图4 电气系统构架
WWcW_PLCJS_COM-PLC-技.术_网
3. 主要控制器件功能
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
A.触摸屏: 四轴悬锭式粗纱机参数设定量大,本屏可直观、便捷的设定和监控各种参数;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
B.PLC: EH2系列型,运算速度快,支持4路高速脉冲输出,稳定可靠,可依据控制工艺扩展I/O点数;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
C.罗拉伺服:提供罗拉轴动力,速度恒定,大小决定于锭翼转速和捻度;
WW.W_PLCJS_COM-PLC-技.术_网
D.卷绕伺服:提供纱管卷绕动力,速度随纱的卷绕直径增大而降低;
——可——编——程——控-制-器-技——术——门——户
E.龙筋伺服:提供龙筋升降动力,升降速度越小,纱线缠绕越密;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
F.锭翼变频:提供锭翼旋转动力,速度恒定,由触摸屏设定;变频系统加装速度回授PG卡,电机加装台达编码器,实现闭环控制.考虑到粗纱机电控箱的配置离机头较远,应用现场电磁环境复杂,建议选用差动型编码器.
P.L.C.技.术.网——可编程控制器技术门户
4. 周边控制线路
WWW_PL※CJS_COM-PLC-技.术_网
根据工艺要求,粗纱机身上并联安装多组操作盒,每组操作盒上设启动、停止、点动按钮,均能启停点动整台机器,以方便档车工操作;
WWW_PLCJS_COM-PLC-技.术_网
纺纱过程中,断纱断条均要求自动停车,故加装光电传感器,已检测纱条是否工作正常;纺纱成型完成,龙筋自动下降到落纱位置,方便挡车工快速取下纱锭;同时,纱锭取下完成一次纺粗纱后,再次安装新的纱管,操作触摸屏相关按钮,要求龙筋自动上升到初绕位置停止,将新穿过锭翼的纱线手工缠绕在纱管初绕位置,操作启动按钮,新的纺纱过程开始.这就要求,在龙筋上下升降的行程中,加装落纱位置检测开关、初绕位置检测开关.考虑到龙筋上下升降行程不能超过极限值,必须加装龙筋上下极限检测开关.
——可——编——程——控-制-器-技——术——门——户
以上控制点,直接接入PLC输入点,控制逻辑由PLC运算处理;°
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWcW_PLCJS_COM-PLC-技.术_网
图5 触摸屏程序之参数设定界面
WWW_P※LCJS_COM-PLC-)技.术_网
四.调试难点、要点及应对
WWW_P※LCJS_COM-PLC-)技.术_网
1. 纱线张力控制
WWW_P※LCJS_COM-PLC-)技.术_网
四轴悬锭式粗纱机,从罗拉牵伸出的纱线,需穿过锭翼形成捻度再缠绕在筒管上,整个过程是一个动态过程;由于捻度有限,纱线的极限张力较小,在整个纺纱过程,受传动机械比例联动同步性的波动、纱管时时直径理论值和实际值的误差,造成纱线出纱位置的上下波动(如图3箭头处所示),大的波动不仅影响纱锭成型质量,甚至超成断头,使整机停机,影响纺纱效率.
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
目前行业内主要分两种途径解决上述问题:
WWW_PL※CJS_COM-PLC-技.术_网
第一种: 由张力CCD传感器在线检测粗纱张力,反馈到PLC运算。
WW.W_PLCJS_COM-PLC-技.术_网
这种方式,减低了核心运算难度,简化了缠绕和龙筋轴的控制计算量.但由于CCD检测在实际使用过程中,对环境要求较高,必须保持镜面清洁,且面对市场成本压力,此种解决方式普及度并不高,但值得关注.
WWW_PL※CJS_COM-PLC-技.术_网
第二种: 在标准理论计算公式下,增加张力补偿程序,进而微调纱管旋转速度和龙筋升降速度,达到调整粗纱张力的目的.同时针对不同的纱线要求自动调用不同的补偿系数.其普遍采用的是补偿微调卷绕轴速度.
P.L.C.技.术.网——可编程控制器技术门户
此种方式,成本小,效果明显,不依赖于检测外部器件,柔性好.但调试时要反复测试,不断积累不同纱线在不同层数的修正系数值.本案采用此方式。
WW.W_PLCJS_COM-PLC-技.术_网
2.龙筋位置的断电记忆
WWW.PLCJS.COM——可编程控制器技术门户
在纺纱时,纱锭缠绕未完成时系统外部断电是经常存在的,重新上电后,要求粗纱机能继续断电前位置和参数继续纺纱.
W1WW_P4LCJS_COM-PLC-技.术_网
由于市场大多伺服系统驱动器为增量式编码器,断电不能记忆轴当前位置;本案通过4N25光偶连接PLC与伺服驱动器编码器输出口,通过PLC断电记忆区来记忆断电前位置值。其连接方式 如图6
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
图6 龙筋伺服编码器通过4N25转换后接入PLC
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3. 整机启停的控制
WW.W_PLCJS_COM-PLC-技.术_网
在粗纱机纺纱处于初始阶段和将要完成时,纱锭半径对应较小或较大,此时若以屏设最高速度运转,纱线在缠绕边缘的离心力与纺纱中段差别较大,不利于形成高质量纱锭.这就要求纺纱初始阶段和将要完成时整机速度降低运行,减少断头率,提高成纱质量.程序中必须设计各个纺纱阶段的自动速度转换程序.
plcjs.技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
图7 纺纱成型中段
WWcW_PLCJS_COM-PLC-技.术_网
五.结论
W1WW_P4LCJS_COM-PLC-技.术_网
以上述方案为依托研发的四轴独立悬锭式粗纱机已在山东某纺织机械厂研发成功,锭翼速度最高可达1350r/min,纱锭成型匀称,纱线排布一致性好,一次成型纱线长度可达3200m;捻度、纱锭成型角度、成型长度、纺纱长度等均可柔性设定。纺纱张力更为稳定,在锭速1100r/min条件下断头在0.5根/台·小时以内。具备自动落纱和自动找初绕位置功能,有效降低挡车工劳动强度,提高了劳动效率,市场前景广阔。
本新闻共2页,当前在第1页1 2
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
上一篇: PLC和在部分熔体直纺生产工艺中的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行