A076F型单打手成卷机棉卷罗拉控制系统改造
日期:2008-9-8 21:09:02 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
河南省漯河双龙纺织有限公司现有A076F型单打手成卷机6台,车肚落棉、风扇排风采用的是地下管道吸风方式。在生产过程中,我们发现A076F型单打手成卷机综合打手传动风扇平皮带脱落后,由于A076F型单打手成卷机上下尘笼吸风风力比较大,挡车工察觉不到异常现象依然照常开车落卷,导致棉卷重不匀超出公司质量指标。
为此,我们对A076F型单打手成卷机的控制电路进行了改进,加装了速度开关。
具体做法是:
(1)把SD—D型速度开关的磁钢圆环固定在风扇皮带轮里侧的风扇轴上,将SD—D型速度开关利用镀锌钢板作底固定在风扇的轴承座上,把SD—D型速度开关的电线引到A076F型单打手成卷机的主控电气箱中。
(2)把JZ7-44型中问继电器和BK-50型控制变压器一起紧固在镀锌钢板上后,固定在A076F型单打手成卷机的主控电气箱内侧合适位置。
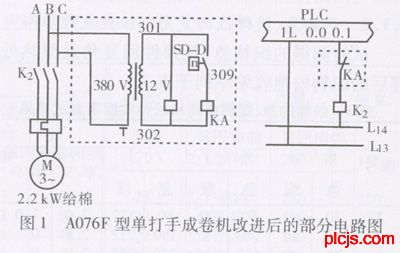
(3)从PLC、控制棉卷罗拉接触器K2分别引出导线与SD-D型速度开关、JZ7-44型中间继电器、BK-50型控制变压器进行连接,使SD—D型速度开关的信号直接控制棉卷罗拉的停转动作。其连接线路图见图1,图1中虚线框内为外加电路。
改进后,A076F型单打手成卷机综合打手传动风扇平皮带脱落后,棉卷罗拉立即停止运转,有效降低了棉卷重不匀和后工序产品质量的波动。
WWcW_PLCJS_COM-PLC-技.术_网
为此,我们对A076F型单打手成卷机的控制电路进行了改进,加装了速度开关。
WWW_PLC※JS_COM-PmLC-技.术_网
具体做法是:
——可——编——程——控-制-器-技——术——门——户
(1)把SD—D型速度开关的磁钢圆环固定在风扇皮带轮里侧的风扇轴上,将SD—D型速度开关利用镀锌钢板作底固定在风扇的轴承座上,把SD—D型速度开关的电线引到A076F型单打手成卷机的主控电气箱中。
W1WW_P4LCJS_COM-PLC-技.术_网
(2)把JZ7-44型中问继电器和BK-50型控制变压器一起紧固在镀锌钢板上后,固定在A076F型单打手成卷机的主控电气箱内侧合适位置。
WWW_PLC※JS_COM-PmLC-技.术_网
(3)从PLC、控制棉卷罗拉接触器K2分别引出导线与SD-D型速度开关、JZ7-44型中间继电器、BK-50型控制变压器进行连接,使SD—D型速度开关的信号直接控制棉卷罗拉的停转动作。其连接线路图见图1,图1中虚线框内为外加电路。
——可——编——程——控-制-器-技——术——门——户
改进后,A076F型单打手成卷机综合打手传动风扇平皮带脱落后,棉卷罗拉立即停止运转,有效降低了棉卷重不匀和后工序产品质量的波动。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
上一篇: 转杯纺纱机传动系统变频控制改造下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行