基于差压变送、DR24回路控制的叶片加料控制系统升级
日期:2008-7-24 13:38:01 来源:本站整理
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
前言
制丝线是保证卷烟质量稳定一致的生产线,而叶片加料工序又是制丝工艺中的关键、最难控制的工序之一,叶片加料的准确度对卷烟的感官质量具有相当重要的影响作用。叶片加料的自动控制方式为:设置料液施加比例,通过电子控制系统进行处理,使输出料液流量随叶片质量的多少而改变,实现叶片加料的自动控制。当前,在国内卷烟行业内叶片加料系统中所使用的电子控制系统,其关键器件为差压变送器、DR24回路控制器。
现有加料系统简介及问题分析
卷烟厂加料系统
卷烟厂加料系统是卷烟厂制丝生产线上的重要工序,它要求系统能根据生产线上皮带秤测量的烟丝(烟叶)实际流量和工艺要求的香料配比系数计算得出理论加香加料流量,据此控制实际的加香加料流量。系统示意图如图1。
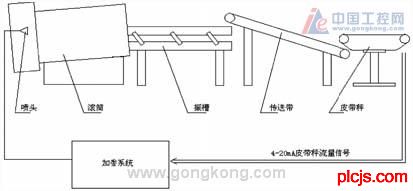
图1;卷烟厂加香加料系统示意图
原系统由电子皮带秤、差压变送器、计量罐组成测量系统;由气动柱塞泵、气动薄膜调节阀等组成执行机构;以回路控制器DR24作为控制器。
加料系统的工作过程为:系统开始工作,柱塞泵作往复运动,把料液压入管道,单向阀打开,料液从计量罐流向加料系统,差压变送器测得单位时间内计量罐底压强的变化,送入控制器DR24中,得出实际加香加料流量;同时电子皮带秤将测得的烟叶流量信号输入DR24,DR24根据加料比例及皮带秤信号计算出理论加香加料量。DR24控制器根据理论与实际流量的偏差e进行PID运算,并将运算产生的数字阀位以模拟电流信号输出,经电气转换器转换后,把电流信号变成气压信号,去控制气动薄膜阀的开度,使料液的喷加量随烟叶的流量的变化而变化,使实际流量尽量与理论流量相符,以满足该工序的工艺要求。
系统存在的问题
在该加料系统中,系统工作质量的好坏关键取决于差压变送器以及电子皮带秤的精确程度。差压变送器根据一段时间内的流量变化计算出瞬时流量,这种流量的计量方式有一定的滞后性,使得系统的控制精度变差,造成加料量不准确。另一方面,由于系统料液浓度大,时间久后,会因结垢而使精度降低。料液流经差压变送器时,其中的颗粒状物质会使变送器的膜片挤压而影响精度,而且管道安装要求苛刻,如果过程管道内的残液或沉淀物流入导压管内,压力测量就会产生误差。另外, DR24控制器的人机界面简单粗糙,不能直观地显示生产过程中的各种工况,也无法显示各种参数、报警等信息;它用于网络通讯需要专用的硬件与软件,较为繁杂,难于维护,而且不适于大量数据的传输要求,无法适应目前较为先进的现场总线技术。
新系统的设计
测量机构选择
考虑到卷烟厂各种香精、糖料的密度各不相同,经分析研究,测量装置决定采用质量流量计测量流量去取代原系统中用差压变送器加计量罐来测量流量的测量方法。用质量流量计的测量方法,不受密度、气泡、温度、杂质等的影响,本身精度达到0.1%,能很好地解决系统测量精度差的问题。
控制器选择
本系统需控制二十多个开关量、四个模拟量,需完成多种算术运算、逻辑运算及控制运算,而且需要较强的通讯功能以便通过现场总线交换大量数据,另外考虑到工业现场温度较高,湿度较大,且粉尘较大,故选用PLC作为控制器,加上触摸屏作人机界面。可维护性较好,且编程语言较符合电气维修人员工作习惯。PLC选用符合IEC标准的产品。
执行器选择
原系统中使用柱塞泵作为液体流动的动力,液体的流动存在一定的脉动现象。这种现象将会干扰系统的测量与控制计算。所以改进后的系统使用压缩空气作为动力,这种动力在车间很容易得到,而且相对系统要求非常平稳,易于实现系统的控制目标,实际系统中使用了一个密闭的计量罐(下配差压变送器)、一个敞口储料罐。开机之前,要先把料液打入储料罐中。储料罐旁有一磁性浮子液位计,可显示罐内液位高度,储料罐内最多可盛满刻度的80%。当料液温度低于设定温度时,控制器自动打开气动阀向储料罐夹层通入蒸汽,加热料液,达到设定温度后,关掉气动阀。当计量罐内料液达到设定下限时,过程控制器自动启动上料泵电机,使储料罐内料液向计量罐内补充,直到计量罐内料液达到设定上限,或储料罐内无料为止。单向阀使料液单向流动,但计量罐压力不可回返。计量罐内需恒定气压,一般设定为0.5MPa。直接控制液体流量的执行机构采用抛物线型阀芯的线性气动调节阀。控制器将阀门开度以4-20mADC电信号的方式输出给电气转换器, 电气转换器将电信号对应转换成0.02-0.1MPa的气压信号,驱动气动调节阀动作。
工作原理
工作开始后,电子秤将烟叶瞬时流量送到控制器,经过延时,然后与预先设定好的配比系数相乘,就得到理论瞬时流量值。值得一提的是,电子秤延时是必要的,因为电子秤与喷嘴之间有时间差,只有延时准确,才能更好的完成控制的动态对应。质量流量计将反馈信号送入控制器,反馈信号代表料液的实际瞬时流量。将瞬时值与设定量进行比较,以它们的差值作为偏差量进行PID调节。输出4-20mA的电流信号给电气转换器,电气转换器将此电流信号转换为0.02-0.1MPa的气压信号,用此气压去启动气动调节阀,使其线性对应0-100%地控制阀门开度。流出的料液经浮子流量计进入喷嘴,通过空压气雾化喷到叶片上。在这个系统中,差压变送器只是用来测量计量罐中的料液重量。工作原理图见图2。
系统实施
保证控制精度
为了提高系统的实时响应,本系统在传统PID调节的基础上,根据叶片(叶丝)的流量、计量罐内气体压力、计量罐内液位等条件加上了一级前馈。系统首先根据前馈值迅速将阀门开度粗调到正确位置附近,然后由PID调节达到平衡位置。前馈值的计算模仿自学习系统,控制器记忆100个离散的状态点,每次达到控制平衡则部分修正记忆值。这种方法较好的解决了影响加香加料系统精度的一个重要问题,即皮带秤来料波动问题。
为了使系统自身拥有自检能力,本系统利用装置在计量罐下的差压变送器定时检测质量流量计是否出现故障。这样就避免了由于测量装置出现故障造成的事故。另外,依靠PLC相对强大的编程能力,本系统除了完成主要控制工作外,还依靠多个光电传感器以及程序内逻辑判断对可能出现的故障、漂移进行监视,大大提高了系统可靠性和系统精度。

图2:新加料系统工作原理图

图3:堆栈工作原理图
液料温度控制
温度控制属于大滞后调节,本系统采用的控制方法利用温度变化速率,进行预测控制。即根据温度上升或下降速度判断一段时间后罐内液体温度的值,从而提前控制阀门的开度,避免了传统方法中温度超调的问题。
控制难点
电子称瞬时流量的延时是必须进行的步骤。在此采用堆栈方式,电子称的瞬时流量信号送至加料系统PLC,再经堆栈处理(采用先入先出)进行延时。原理如下:一个堆栈中最多有100个变量,根据时钟脉冲的信号,这100个变量按照先后顺序存入堆栈中,存满后依据先进先出的原则,最先存入的变量最先输出。根据需要可以调整时钟脉冲的长短,在这里使用的是秒脉冲,最长可以延时100秒,这对本系统已经够用了。经过堆栈处理后变成延时后的电子称瞬时流量信号。堆栈工作原理如图3。
改进效果
新的加料系统采用质量流量计测量加料流量,精度提高了很多,达到国家标准要求;人机界面友好,通讯功能使车间总控室可以实时监视现场生产情况;用压缩空气作为供应料液的动力源,代替了原系统的柱塞泵,经济可靠。经过一年多的使用,整套系统运行稳定。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
前言
WWW.PLCJS.COM——可编程控制器技术门户
制丝线是保证卷烟质量稳定一致的生产线,而叶片加料工序又是制丝工艺中的关键、最难控制的工序之一,叶片加料的准确度对卷烟的感官质量具有相当重要的影响作用。叶片加料的自动控制方式为:设置料液施加比例,通过电子控制系统进行处理,使输出料液流量随叶片质量的多少而改变,实现叶片加料的自动控制。当前,在国内卷烟行业内叶片加料系统中所使用的电子控制系统,其关键器件为差压变送器、DR24回路控制器。
P.L.C.技.术.网——可编程控制器技术门户
现有加料系统简介及问题分析
WWW_PL※CJS_COM-PLC-技.术_网
卷烟厂加料系统
WWW.PLCJS.COM——可编程控制器技术门户
卷烟厂加料系统是卷烟厂制丝生产线上的重要工序,它要求系统能根据生产线上皮带秤测量的烟丝(烟叶)实际流量和工艺要求的香料配比系数计算得出理论加香加料流量,据此控制实际的加香加料流量。系统示意图如图1。
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
图1;卷烟厂加香加料系统示意图
——可——编——程——控-制-器-技——术——门——户
原系统由电子皮带秤、差压变送器、计量罐组成测量系统;由气动柱塞泵、气动薄膜调节阀等组成执行机构;以回路控制器DR24作为控制器。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
加料系统的工作过程为:系统开始工作,柱塞泵作往复运动,把料液压入管道,单向阀打开,料液从计量罐流向加料系统,差压变送器测得单位时间内计量罐底压强的变化,送入控制器DR24中,得出实际加香加料流量;同时电子皮带秤将测得的烟叶流量信号输入DR24,DR24根据加料比例及皮带秤信号计算出理论加香加料量。DR24控制器根据理论与实际流量的偏差e进行PID运算,并将运算产生的数字阀位以模拟电流信号输出,经电气转换器转换后,把电流信号变成气压信号,去控制气动薄膜阀的开度,使料液的喷加量随烟叶的流量的变化而变化,使实际流量尽量与理论流量相符,以满足该工序的工艺要求。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
系统存在的问题
——可——编——程——控-制-器-技——术——门——户
在该加料系统中,系统工作质量的好坏关键取决于差压变送器以及电子皮带秤的精确程度。差压变送器根据一段时间内的流量变化计算出瞬时流量,这种流量的计量方式有一定的滞后性,使得系统的控制精度变差,造成加料量不准确。另一方面,由于系统料液浓度大,时间久后,会因结垢而使精度降低。料液流经差压变送器时,其中的颗粒状物质会使变送器的膜片挤压而影响精度,而且管道安装要求苛刻,如果过程管道内的残液或沉淀物流入导压管内,压力测量就会产生误差。另外, DR24控制器的人机界面简单粗糙,不能直观地显示生产过程中的各种工况,也无法显示各种参数、报警等信息;它用于网络通讯需要专用的硬件与软件,较为繁杂,难于维护,而且不适于大量数据的传输要求,无法适应目前较为先进的现场总线技术。
WWW_P※LCJS_COM-PLC-)技.术_网
新系统的设计
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
测量机构选择
plcjs.技.术_网
考虑到卷烟厂各种香精、糖料的密度各不相同,经分析研究,测量装置决定采用质量流量计测量流量去取代原系统中用差压变送器加计量罐来测量流量的测量方法。用质量流量计的测量方法,不受密度、气泡、温度、杂质等的影响,本身精度达到0.1%,能很好地解决系统测量精度差的问题。
WWW_PLCJS_COM-PLC-技.术_网
控制器选择
plcjs.技.术_网
本系统需控制二十多个开关量、四个模拟量,需完成多种算术运算、逻辑运算及控制运算,而且需要较强的通讯功能以便通过现场总线交换大量数据,另外考虑到工业现场温度较高,湿度较大,且粉尘较大,故选用PLC作为控制器,加上触摸屏作人机界面。可维护性较好,且编程语言较符合电气维修人员工作习惯。PLC选用符合IEC标准的产品。
WWW_P※LCJS_CO※M-PLC-技-.术_网
执行器选择
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
原系统中使用柱塞泵作为液体流动的动力,液体的流动存在一定的脉动现象。这种现象将会干扰系统的测量与控制计算。所以改进后的系统使用压缩空气作为动力,这种动力在车间很容易得到,而且相对系统要求非常平稳,易于实现系统的控制目标,实际系统中使用了一个密闭的计量罐(下配差压变送器)、一个敞口储料罐。开机之前,要先把料液打入储料罐中。储料罐旁有一磁性浮子液位计,可显示罐内液位高度,储料罐内最多可盛满刻度的80%。当料液温度低于设定温度时,控制器自动打开气动阀向储料罐夹层通入蒸汽,加热料液,达到设定温度后,关掉气动阀。当计量罐内料液达到设定下限时,过程控制器自动启动上料泵电机,使储料罐内料液向计量罐内补充,直到计量罐内料液达到设定上限,或储料罐内无料为止。单向阀使料液单向流动,但计量罐压力不可回返。计量罐内需恒定气压,一般设定为0.5MPa。直接控制液体流量的执行机构采用抛物线型阀芯的线性气动调节阀。控制器将阀门开度以4-20mADC电信号的方式输出给电气转换器, 电气转换器将电信号对应转换成0.02-0.1MPa的气压信号,驱动气动调节阀动作。
WWW_PL※CJS_COM-PLC-技.术_网
工作原理
——可——编——程——控-制-器-技——术——门——户
工作开始后,电子秤将烟叶瞬时流量送到控制器,经过延时,然后与预先设定好的配比系数相乘,就得到理论瞬时流量值。值得一提的是,电子秤延时是必要的,因为电子秤与喷嘴之间有时间差,只有延时准确,才能更好的完成控制的动态对应。质量流量计将反馈信号送入控制器,反馈信号代表料液的实际瞬时流量。将瞬时值与设定量进行比较,以它们的差值作为偏差量进行PID调节。输出4-20mA的电流信号给电气转换器,电气转换器将此电流信号转换为0.02-0.1MPa的气压信号,用此气压去启动气动调节阀,使其线性对应0-100%地控制阀门开度。流出的料液经浮子流量计进入喷嘴,通过空压气雾化喷到叶片上。在这个系统中,差压变送器只是用来测量计量罐中的料液重量。工作原理图见图2。
plcjs.技.术_网
系统实施
P.L.C.技.术.网——可编程控制器技术门户
保证控制精度
WWW_PLC※JS_COM-PmLC-技.术_网
为了提高系统的实时响应,本系统在传统PID调节的基础上,根据叶片(叶丝)的流量、计量罐内气体压力、计量罐内液位等条件加上了一级前馈。系统首先根据前馈值迅速将阀门开度粗调到正确位置附近,然后由PID调节达到平衡位置。前馈值的计算模仿自学习系统,控制器记忆100个离散的状态点,每次达到控制平衡则部分修正记忆值。这种方法较好的解决了影响加香加料系统精度的一个重要问题,即皮带秤来料波动问题。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
为了使系统自身拥有自检能力,本系统利用装置在计量罐下的差压变送器定时检测质量流量计是否出现故障。这样就避免了由于测量装置出现故障造成的事故。另外,依靠PLC相对强大的编程能力,本系统除了完成主要控制工作外,还依靠多个光电传感器以及程序内逻辑判断对可能出现的故障、漂移进行监视,大大提高了系统可靠性和系统精度。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_COM-PLC-)技.术_网
图2:新加料系统工作原理图
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图3:堆栈工作原理图
WW.W_PLCJS_COM-PLC-技.术_网
液料温度控制
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
温度控制属于大滞后调节,本系统采用的控制方法利用温度变化速率,进行预测控制。即根据温度上升或下降速度判断一段时间后罐内液体温度的值,从而提前控制阀门的开度,避免了传统方法中温度超调的问题。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
控制难点
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
电子称瞬时流量的延时是必须进行的步骤。在此采用堆栈方式,电子称的瞬时流量信号送至加料系统PLC,再经堆栈处理(采用先入先出)进行延时。原理如下:一个堆栈中最多有100个变量,根据时钟脉冲的信号,这100个变量按照先后顺序存入堆栈中,存满后依据先进先出的原则,最先存入的变量最先输出。根据需要可以调整时钟脉冲的长短,在这里使用的是秒脉冲,最长可以延时100秒,这对本系统已经够用了。经过堆栈处理后变成延时后的电子称瞬时流量信号。堆栈工作原理如图3。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
改进效果
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
新的加料系统采用质量流量计测量加料流量,精度提高了很多,达到国家标准要求;人机界面友好,通讯功能使车间总控室可以实时监视现场生产情况;用压缩空气作为供应料液的动力源,代替了原系统的柱塞泵,经济可靠。经过一年多的使用,整套系统运行稳定。
本新闻共2页,当前在第1页1 2
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 进线备用电源自投装置设计应该注意的几个问题 下一篇: MOXA产品在海港视频监控系统中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行