PLC在全伺服圆网印花机中的应用经验
日期:2008-4-6 15:18:47 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要:本文论述了PLC在圆网印花机中的应用,详细论述了以PLC为控制核心的多单元线速度同步方法,以及PLC与单片机的通讯技术。
关键词:圆网印花机 PLC 独立传动 同步 单片机 通讯
Abstract: This paper discuess the application experinence of plc in rotary screen printing machine. Describle detaily the method mutil-unit speed synchronization by plc, And Communication between plc and single chip MCU.
Key Words: Rotary screen machine Plc Independent transmission Synchronization
Single chip MCU Communction
圆网印花机是一种使用圆形镍网在白色坯布上可连续印制各色图案专用加工设备,工作原理类似套色印刷机,整机包括进布、主机、烘房、落布这四大部分,主机部分是由主电机经蜗轮蜗杆减速机后带动一直径约450毫米(长由1.8米到3米不等)辊子,辊子带动厚两毫米多的聚氨脂导带转动,由直径较小的被动辊拉紧导带,使与辊子导带间无打滑,导带在两辊间形成一平面,坯布被贴紧导带经由第一色网到最后一色网位而进入烘房将布烘干。只要网子与导带严格同步,且网子间任意时刻相位没有误差,则可以在高速运动中(最高速为120米/分)严格保持0.1毫米的印花精度(这也是印花导带的最高精度)。与数控技术在机床中应用一样,先进的圆网印花机用网头单电机驱动技术淘汰了落后的机械减速箱长轴传动的方式,克服了原机械传动间隙和磨损对印花的影响。与数控加工技术相比,他是一种高速高精度同步技术,升降速不能有明显的速度和位置误差。而不能象数控那样有时需降低进给速度来保证较小的误差。全伺服圆网印花机是指主电机与网头独立传动电机均采用伺服电机,而进、出布电机是采用变频电机拖动。
德高的圆网印花机电控系统由两大部分组成,基于底层开发的先进电子技术实现的高速高精度同步运动控制,使网头电机(步进或伺服驱动)精确跟踪布速(通过高分辩率编码器测主辊角速度间接得到)。实现套色印花。变化的位置信息因最快10微秒系统就可在线处理。因此可使一秒内车速由80米/分降为零都不会产生多大位置误差,这一点在国内是唯一能同国外先进系统相比的。另一大部分是由通用PLC实现的整机由进布到出布同步拖动控制及操作控制,以触摸屏完成速度模拟条显示,升降速的不同速度段快捷键一键操作,及故障滚动显示。界面如图1所示。
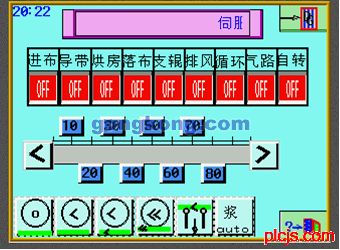
图1
系统的逻辑动作较为简单,PLC程序没什么难度,此处只举一例,供大家参考,整机除可用触摸屏操作外,仍保留按扭操作,按扭中最常用的为启/停按扭,为了减少外部连线并节约PLC的输入口,我们在如停车状态时需要操作的圆网自转开/停按扭,采用了单按钮操作,即第一次按下为开,在按一次为停。现以FX系列 PLC为例说明实现方法,此处是采用计数器法。假设输入按钮接在X001,输出为Y001,梯图为图2示:
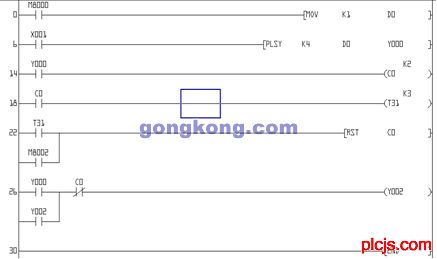
图2
其中PLSY发脉冲指令在FX系列PLC中只能从Y0输出,此一点因PLC不同而不同。
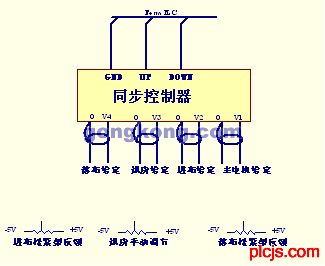
图3
系统的同步控制我们采用了两种方式;第一种方式较为简单,技术要求低用模拟电压为给定控制主伺服电机和进落布烘房变频器的给定(原理如图3示),为使线速度一致采用数字式同步控制器实现同一主给定下各路不同比例输出(价格比PLC专用D/A模块便宜,输出模拟电压为12位D/A,精度也足够,除主电机外,进落布取调节布张力的松紧架信号(实质为±5V供电的电位器),因此同步器的数学表达式可描述为:Ui=Um*Ki+Uf*Kfi(输出最高电压为 10V,其中:Ui为第i路输出,Um为主令电压,Ki为第i路输出比例系数,Uf为该路反馈电压,Kfi为反馈系数),实际调试中为使布受的张力均匀,特别是升降速时同步效果好,除松紧架反馈系数合适外,还要注意变频器的升降速时间参数设不可太长,以免反馈信号作用后反应时间太慢造成同步不好。我们选用的同步器带外部升、降数字信号输入,即UP与DOWN与其相应的地接通可使输出电压升高和降低,因给定为内部数字给定,使输出模拟电压稳定性很好,再采用伺服电机驱动从而保证了主传动的稳定。这里值得一提的是我们采用了主伺服电机驱动器上编码器输出差分信号,来测量主电机的速度,实现自动按设定速度升降速,自动停车,自动判断导布速等功能,所有参数可通过触摸屏进行参数的修改,如升降速时间,导布速调节。伺服驱动编码器接口到PLC的接口电路如图4示,不仅实现了隔离,且完成信号类型和电平转换。
FX2N系列有高速脉冲输入口,用SPD指令可以完成对速度的测量,要注意的是用于速度控制要留有误差带,不然会引起速度的振荡。
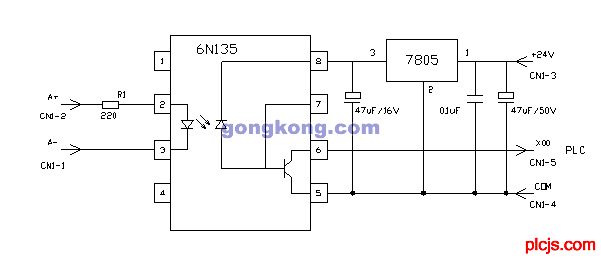
图4
第二种方案是采用总线通过通讯控制完成坯布输送的同步,从而省去同步控制器。完全的数字化控制,不仅减少了连线,系统的可靠性和抗干能力都大大提高。而且伺服或变频器的故障原因可直接在触摸屏显示出来。系统框图如图5示。其中松紧架的反馈信号则送入变频器,实现对主令速度的微调整,反馈系数可直接在变频器设置或在触摸屏设置,用485总线送入变频器。不管采用什么品牌的PLC为得到良好的实时特性和同步的一致性,避免因通讯的延迟在升降速过程对电机同步的影响,我们采用中断控制的方法,效果是很好的。欧母龙的通讯有专用指令很简单,在此不再赘述。
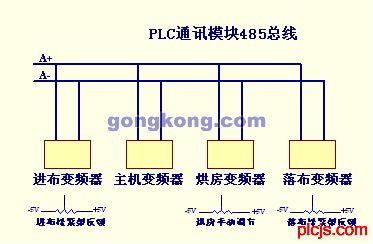
图5
最后再谈谈系统中的另外一个特色,最先推出独立传动系统时采用的是单片机作为主机,已经有了彩色触摸屏了,整机拖动部分采用PLC后,刚开始的改造我们采用了增加一个PLC专用的触摸屏。随后为了使整机能够合二为一,我们选用了两种方案。主要区别是用谁来做主机。是单片机还是PLC,不管用什么方法,都要完成单片机同PLC的通讯。如用单片机作为主机,易于大量参数的存储,这样PLC就成了下位机了,在主机上增加有关PLC操作及参数设置的画面,信息参数经单片机通讯至PLC就可以了。当然这一技术的关键是要清楚所使用PLC的通讯协议,欧母龙的通讯协议是开放的。直接可从编程手册中获得。以三菱FX2N系列PLC为例:表1为PLC专用专用协议通信的指令。
表1
指令 注 释
BR 以1点为单位,读出位元件的状态
WR 以16点为单位,读出位元件的状态;或以1为单位,读出字元件的值
BW 以1点为单位,写入位元件的状态
WW 以16点为单位,写入位元件的状态;或以1为单位,写入值到字元件
BT 以1点为单位,置位/复位(SET/RESET)位元件
WT 以16点为单位,置位/复位(SET/RESET)位元件,或写入值到字元件
RR 控制PLC运行(RUN)
RS 控制PLC停止(STOP)
PC 读出PLC设备类型
TT 连接测试
注:位元件包括X、Y、M、S以及T、C的线圈等;字元件包括D、T、C、KnX、KnY、KnM等
WWW_PLCJS@_COM%-PLC-技.术_网
关键词:圆网印花机 PLC 独立传动 同步 单片机 通讯
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
Abstract: This paper discuess the application experinence of plc in rotary screen printing machine. Describle detaily the method mutil-unit speed synchronization by plc, And Communication between plc and single chip MCU.
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
Key Words: Rotary screen machine Plc Independent transmission Synchronization
WWcW_PLCJS_COM-PLC-技.术_网
Single chip MCU Communction
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
圆网印花机是一种使用圆形镍网在白色坯布上可连续印制各色图案专用加工设备,工作原理类似套色印刷机,整机包括进布、主机、烘房、落布这四大部分,主机部分是由主电机经蜗轮蜗杆减速机后带动一直径约450毫米(长由1.8米到3米不等)辊子,辊子带动厚两毫米多的聚氨脂导带转动,由直径较小的被动辊拉紧导带,使与辊子导带间无打滑,导带在两辊间形成一平面,坯布被贴紧导带经由第一色网到最后一色网位而进入烘房将布烘干。只要网子与导带严格同步,且网子间任意时刻相位没有误差,则可以在高速运动中(最高速为120米/分)严格保持0.1毫米的印花精度(这也是印花导带的最高精度)。与数控技术在机床中应用一样,先进的圆网印花机用网头单电机驱动技术淘汰了落后的机械减速箱长轴传动的方式,克服了原机械传动间隙和磨损对印花的影响。与数控加工技术相比,他是一种高速高精度同步技术,升降速不能有明显的速度和位置误差。而不能象数控那样有时需降低进给速度来保证较小的误差。全伺服圆网印花机是指主电机与网头独立传动电机均采用伺服电机,而进、出布电机是采用变频电机拖动。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
德高的圆网印花机电控系统由两大部分组成,基于底层开发的先进电子技术实现的高速高精度同步运动控制,使网头电机(步进或伺服驱动)精确跟踪布速(通过高分辩率编码器测主辊角速度间接得到)。实现套色印花。变化的位置信息因最快10微秒系统就可在线处理。因此可使一秒内车速由80米/分降为零都不会产生多大位置误差,这一点在国内是唯一能同国外先进系统相比的。另一大部分是由通用PLC实现的整机由进布到出布同步拖动控制及操作控制,以触摸屏完成速度模拟条显示,升降速的不同速度段快捷键一键操作,及故障滚动显示。界面如图1所示。
WWW_PL※CJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
图1
WWW_PLC※JS_COM-PmLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLC※JS_COM-PmLC-技.术_网
系统的逻辑动作较为简单,PLC程序没什么难度,此处只举一例,供大家参考,整机除可用触摸屏操作外,仍保留按扭操作,按扭中最常用的为启/停按扭,为了减少外部连线并节约PLC的输入口,我们在如停车状态时需要操作的圆网自转开/停按扭,采用了单按钮操作,即第一次按下为开,在按一次为停。现以FX系列 PLC为例说明实现方法,此处是采用计数器法。假设输入按钮接在X001,输出为Y001,梯图为图2示:
plcjs.技.术_网
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
图2
WWcW_PLCJS_COM-PLC-技.术_网
其中PLSY发脉冲指令在FX系列PLC中只能从Y0输出,此一点因PLC不同而不同。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
图3
P.L.C.技.术.网——可编程控制器技术门户
系统的同步控制我们采用了两种方式;第一种方式较为简单,技术要求低用模拟电压为给定控制主伺服电机和进落布烘房变频器的给定(原理如图3示),为使线速度一致采用数字式同步控制器实现同一主给定下各路不同比例输出(价格比PLC专用D/A模块便宜,输出模拟电压为12位D/A,精度也足够,除主电机外,进落布取调节布张力的松紧架信号(实质为±5V供电的电位器),因此同步器的数学表达式可描述为:Ui=Um*Ki+Uf*Kfi(输出最高电压为 10V,其中:Ui为第i路输出,Um为主令电压,Ki为第i路输出比例系数,Uf为该路反馈电压,Kfi为反馈系数),实际调试中为使布受的张力均匀,特别是升降速时同步效果好,除松紧架反馈系数合适外,还要注意变频器的升降速时间参数设不可太长,以免反馈信号作用后反应时间太慢造成同步不好。我们选用的同步器带外部升、降数字信号输入,即UP与DOWN与其相应的地接通可使输出电压升高和降低,因给定为内部数字给定,使输出模拟电压稳定性很好,再采用伺服电机驱动从而保证了主传动的稳定。这里值得一提的是我们采用了主伺服电机驱动器上编码器输出差分信号,来测量主电机的速度,实现自动按设定速度升降速,自动停车,自动判断导布速等功能,所有参数可通过触摸屏进行参数的修改,如升降速时间,导布速调节。伺服驱动编码器接口到PLC的接口电路如图4示,不仅实现了隔离,且完成信号类型和电平转换。
WWW_PL※CJS_COM-PLC-技.术_网
FX2N系列有高速脉冲输入口,用SPD指令可以完成对速度的测量,要注意的是用于速度控制要留有误差带,不然会引起速度的振荡。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图4
——可——编——程——控-制-器-技——术——门——户
WWW.PLCJS.COM——可编程控制器技术门户
第二种方案是采用总线通过通讯控制完成坯布输送的同步,从而省去同步控制器。完全的数字化控制,不仅减少了连线,系统的可靠性和抗干能力都大大提高。而且伺服或变频器的故障原因可直接在触摸屏显示出来。系统框图如图5示。其中松紧架的反馈信号则送入变频器,实现对主令速度的微调整,反馈系数可直接在变频器设置或在触摸屏设置,用485总线送入变频器。不管采用什么品牌的PLC为得到良好的实时特性和同步的一致性,避免因通讯的延迟在升降速过程对电机同步的影响,我们采用中断控制的方法,效果是很好的。欧母龙的通讯有专用指令很简单,在此不再赘述。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
plcjs.技.术_网
图5
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
最后再谈谈系统中的另外一个特色,最先推出独立传动系统时采用的是单片机作为主机,已经有了彩色触摸屏了,整机拖动部分采用PLC后,刚开始的改造我们采用了增加一个PLC专用的触摸屏。随后为了使整机能够合二为一,我们选用了两种方案。主要区别是用谁来做主机。是单片机还是PLC,不管用什么方法,都要完成单片机同PLC的通讯。如用单片机作为主机,易于大量参数的存储,这样PLC就成了下位机了,在主机上增加有关PLC操作及参数设置的画面,信息参数经单片机通讯至PLC就可以了。当然这一技术的关键是要清楚所使用PLC的通讯协议,欧母龙的通讯协议是开放的。直接可从编程手册中获得。以三菱FX2N系列PLC为例:表1为PLC专用专用协议通信的指令。
WWW_PLCJS_COM-PLC-技.术_网
表1
plcjs.技.术_网
指令 注 释
WWcW_PLCJS_COM-PLC-技.术_网
BR 以1点为单位,读出位元件的状态
WWW_P※LCJS_CO※M-PLC-技-.术_网
WR 以16点为单位,读出位元件的状态;或以1为单位,读出字元件的值
WWW.PLCJS.COM——可编程控制器技术门户
BW 以1点为单位,写入位元件的状态
plcjs.技.术_网
WW 以16点为单位,写入位元件的状态;或以1为单位,写入值到字元件
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
BT 以1点为单位,置位/复位(SET/RESET)位元件
W1WW_P4LCJS_COM-PLC-技.术_网
WT 以16点为单位,置位/复位(SET/RESET)位元件,或写入值到字元件
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
RR 控制PLC运行(RUN)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
RS 控制PLC停止(STOP)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
PC 读出PLC设备类型
WWW_PLCJS_COM-PLC-技.术_网
TT 连接测试
WWcW_PLCJS_COM-PLC-技.术_网
注:位元件包括X、Y、M、S以及T、C的线圈等;字元件包括D、T、C、KnX、KnY、KnM等
本新闻共2页,当前在第1页1 2
WW.W_PLC※JS_C,OM-PL,C-技.术_网
上一篇: 纺织机械的技术引进及对策下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行