津田驹KS200浆丝机张力控制系统分析
日期:2008-10-28 1:00:02 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
浆丝的目的是使纤维之间渗入浆液,在丝表面形成浆膜,以便使丝光滑耐磨,防止织造中的静电、擦毛,并提高其抗断裂性能。在浆丝过程中,各个加工区里丝线的张力必须符合工艺要求,否则会造成织造困难或断头率增加,影响坯布产量和织机效率。浆丝设备需要控制的参数有十几项,本文采用理论结合实践的方法着重对其张力控制部分进行分析。
一、工艺流程和张力构成
浆丝机工艺流程图见图一。
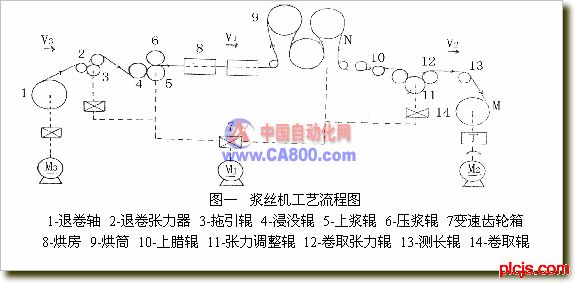
由图一可知,本机分为五个张力区:
1、退卷张力区;退卷辊1与拖引辊之间。这个区间的张力较上浆区稍大一些。由装在张力辊2上的张力传感器将张力信号送到退卷张力控制装置中,以控制退卷张力为恒定值。
2、上浆区:拖引辊与上浆辊之间。对于人造纤维的上浆,这个区间的张力最小。主电机M1通过主传动轴传动上浆辊和拖引辊。此外,在上浆辊和拖引辊的两根传动轴之间装有齿轮箱,改变两辊的转速差,即可改变上浆辊和拖引辊之间的丝条张力。负值转速比表示张力值变小,反之张力增大。
3、烘房区:上浆辊与烘筒之间。这个区间的张力较退卷区稍大一些。通过改变位于主电机M1与动力轴之间变速齿轮箱内齿轮组合获得转速差,此转速差以烘筒表面速度为基础,上浆辊表面速度增大,则烘房内张力就降低,反之张力增大。
4、烘筒区:烘筒与张力调整辊之间。这个区间张力略大于烘房区张力。主电机M1通过主传动轴传动烘筒和张力调整辊,在烘筒和张力调整辊的两根传动轴之间装有变速齿轮箱,改变两辊的转速差,即可改变烘筒和张力调整辊之间的丝条张力。
5、卷绕区:张力调整辊与卷取轴之间。这个区间的张力是全机中最大的。由装在卷取辊上的张力传感器将张力信号送到卷取控制装置中,调节卷取线速度为恒定值,并与烘筒线速度保持恒定差值,以保持卷取张力恒定。
本机中以烘筒为主令单元,其他单元线速度依次向烘筒看齐,并保持适当的速差,以保持各区张力恒定。
全机由三台直流电机驱动。卷取轴由M2驱动,拖引辊至张力调整辊由M1驱动,退卷轴由M3驱动。采用三套标准化可逆调速装置实现电机调压调速以及调磁调速。下面仅以卷取系统为例,对浆丝机张力控制部分进行分析。
二、卷取张力控制基本原理
丝条张力主要是通过两个传动单元之间的线速度差形成的。图一中M1为一稳速系统,线速度v1是恒定的,而v2=πDn2,即v2随卷径D的增大而线性上升,两个单元之间织物的张力F为

式中;F—织物承受的张力;
s—织物截面积;
L—传动点M、N之间的距离;
y—织物的弹性模量;
v1 、v2—两个传动点M、N处的线速度。
由式(1)可知,欲使张力恒定,必须保持线速度恒定。
又由图(1)可见,传动电机M2与卷绕机构的力矩平衡式为:
MD=CmφId=MF+M0+Md (2)
式中:MD—电动机电磁转矩;
MF—卷绕张力力矩(MF=FD/2J)
M0—电动机及传动机构空载力矩;
Md—加减速动态力矩;
J—电动机轴与卷取轴的减速比。
(2)式中,力矩Md仅在动态过程中出现,恒速卷取时认为Md=0,M0一般不大,分析中暂忽略,则止式可写为
CmφId=FD/2J
卷绕张力为F=2J CmφId /D=kφId /D (3)
由(1)、(3)式可知,卷绕系统在稳定运行时,其张力的主要扰动量是卷径D和线速度V。当它前面一个传动单元M1是稳速系统时,张力的主要扰动量是卷径D的变化量。卷绕机构几个参量与卷径D的关系见图二。

由(3)式可以看出,在卷绕过程中,只要保持Id=常量和φ/D=恒值,则F恒定,这样就把恒张力控制问题转换成如何维持Id和φ/D恒定的问题上。
三、卷绕张力控制系统分析
为保持Id和φ/D恒定,卷绕张力控制系统采用两个独立的调节环,一个是张力电流双闭环,一个是磁场调节环。卷绕张力控制原理图见图三。
张力传感器检测到的张力信号经张力放大器TA放大,输出的信号作为张力反馈信号Uff与张力给定Ugf叠加,送张力调节器FT放大。主电机M1的测线速信号一路作为速度给定信号,经加减速单元、惯性补偿环节与张力偏差放大信号比较,得到转速偏差信号ΔUn,ΔUn经速度调节器ST放大输出电流给定信号Ugi,电流反馈信号Ufi与Ugi叠加,经电流调节器LT输出信号来控制可控硅触发脉冲的产生、移相,改变可控硅导通角,从而调节晶闸管的整流电压,使整流电流的平均值得到改变,即改变卷绕电机力矩的大小,以保持张力恒定。
M1测线速信号另一路与卷绕电机测转速信号一起送卷径检测环节ZC比较输出Ugl,激磁电流与给定信号Ugl与激磁电流反馈信号Ufl比较得到的电流偏差信号,经激磁电流调节器φT放大输出,控制激磁电流的大小。因Ugl与卷径D成正比,所以通过φT调节作用,可保证随卷径增大,激磁电流增大,即保证φ/D=常量,从而实现恒张力控制。
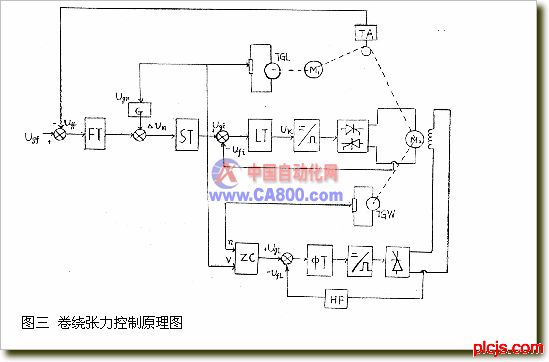
图中HF为函数发生器,用来校正激磁电流与磁通φ间的非线性关系,从而组成真正的磁通调节环,使控制结果为φ=KD。
通过以上分析,我们了解了卷绕张力控制的基本原理。在实际设备运行过程中,为保证张力检测的精度,除定期在停机状态下校正张力、直径放大器和显示器外,还要定期在运转过程中测量实际卷绕直径与检测显示直径是否相同,因卷径D的检测精度直接影响张力控制的精度。如直径显示与实际有偏差,可调节主电路板MC上的运转直径电位器RUN DIA,消除卷径检测的偏差,保证张力控制的精度。
此外,机械传动、张力检测、制动压力等其他环节也会导致张力波动。因此,除在电气上定期校正直径、张力放大器外,还要检查碳刷、链轮、轴销磨损情况,皮带、链条是否打滑、拉伸,张力辊是否灵活以及锡林和卷取电机电磁阀制动压力是否合适等等。在排除以上可能引起张力不稳的原因后,如在机器停止和运中还出现张力波动,可调节速度部件ST板上的PROP(比例)、IGAIN(增益)电位器;如在机器加减速过程中了现张力波动,可对ST调节部件的加减速电位器ACCE、DCCE进行调节,以消除波动。
结束语:本文是作者在设备电气调整及处理电气问题时对浆丝机张力控制部分所作的分析,供电气技术人员工设备维护人员作为设备张力调整的参考依据。
参考文献:
陈振翼 《电力拖动自动控制系统》 纺织工业出版社 1992
WWcW_PLCJS_COM-PLC-技.术_网
一、工艺流程和张力构成
WWW_PL※CJS_COM-PLC-技.术_网
浆丝机工艺流程图见图一。
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
由图一可知,本机分为五个张力区:
WWW_PLC※JS_COM-PmLC-技.术_网
1、退卷张力区;退卷辊1与拖引辊之间。这个区间的张力较上浆区稍大一些。由装在张力辊2上的张力传感器将张力信号送到退卷张力控制装置中,以控制退卷张力为恒定值。
WWW.PLCJS.COM——可编程控制器技术门户
2、上浆区:拖引辊与上浆辊之间。对于人造纤维的上浆,这个区间的张力最小。主电机M1通过主传动轴传动上浆辊和拖引辊。此外,在上浆辊和拖引辊的两根传动轴之间装有齿轮箱,改变两辊的转速差,即可改变上浆辊和拖引辊之间的丝条张力。负值转速比表示张力值变小,反之张力增大。
WWcW_PLCJS_COM-PLC-技.术_网
3、烘房区:上浆辊与烘筒之间。这个区间的张力较退卷区稍大一些。通过改变位于主电机M1与动力轴之间变速齿轮箱内齿轮组合获得转速差,此转速差以烘筒表面速度为基础,上浆辊表面速度增大,则烘房内张力就降低,反之张力增大。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
4、烘筒区:烘筒与张力调整辊之间。这个区间张力略大于烘房区张力。主电机M1通过主传动轴传动烘筒和张力调整辊,在烘筒和张力调整辊的两根传动轴之间装有变速齿轮箱,改变两辊的转速差,即可改变烘筒和张力调整辊之间的丝条张力。
WWW_PLC※JS_COM-PmLC-技.术_网
5、卷绕区:张力调整辊与卷取轴之间。这个区间的张力是全机中最大的。由装在卷取辊上的张力传感器将张力信号送到卷取控制装置中,调节卷取线速度为恒定值,并与烘筒线速度保持恒定差值,以保持卷取张力恒定。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
本机中以烘筒为主令单元,其他单元线速度依次向烘筒看齐,并保持适当的速差,以保持各区张力恒定。
plcjs.技.术_网
全机由三台直流电机驱动。卷取轴由M2驱动,拖引辊至张力调整辊由M1驱动,退卷轴由M3驱动。采用三套标准化可逆调速装置实现电机调压调速以及调磁调速。下面仅以卷取系统为例,对浆丝机张力控制部分进行分析。
WWW_P※LCJS_CO※M-PLC-技-.术_网
二、卷取张力控制基本原理
WWW_PLC※JS_COM-PmLC-技.术_网
丝条张力主要是通过两个传动单元之间的线速度差形成的。图一中M1为一稳速系统,线速度v1是恒定的,而v2=πDn2,即v2随卷径D的增大而线性上升,两个单元之间织物的张力F为
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
式中;F—织物承受的张力;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
s—织物截面积;
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
L—传动点M、N之间的距离;
WW.W_PLCJS_COM-PLC-技.术_网
y—织物的弹性模量;
P.L.C.技.术.网——可编程控制器技术门户
v1 、v2—两个传动点M、N处的线速度。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
由式(1)可知,欲使张力恒定,必须保持线速度恒定。
WWW_PLCJS@_COM%-PLC-技.术_网
又由图(1)可见,传动电机M2与卷绕机构的力矩平衡式为:
WWW_PLC※JS_COM-PmLC-技.术_网
MD=CmφId=MF+M0+Md (2)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
式中:MD—电动机电磁转矩;
——可——编——程——控-制-器-技——术——门——户
MF—卷绕张力力矩(MF=FD/2J)
WWW_PLCJS@_COM%-PLC-技.术_网
M0—电动机及传动机构空载力矩;
WWcW_PLCJS_COM-PLC-技.术_网
Md—加减速动态力矩;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
J—电动机轴与卷取轴的减速比。
WWW_PLC※JS_COM-PmLC-技.术_网
(2)式中,力矩Md仅在动态过程中出现,恒速卷取时认为Md=0,M0一般不大,分析中暂忽略,则止式可写为
WWW_P※LCJS_CO※M-PLC-技-.术_网
CmφId=FD/2J
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
卷绕张力为F=2J CmφId /D=kφId /D (3)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
由(1)、(3)式可知,卷绕系统在稳定运行时,其张力的主要扰动量是卷径D和线速度V。当它前面一个传动单元M1是稳速系统时,张力的主要扰动量是卷径D的变化量。卷绕机构几个参量与卷径D的关系见图二。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
由(3)式可以看出,在卷绕过程中,只要保持Id=常量和φ/D=恒值,则F恒定,这样就把恒张力控制问题转换成如何维持Id和φ/D恒定的问题上。
WWW_PL※CJS_COM-PLC-技.术_网
三、卷绕张力控制系统分析
WWW_P※LCJS_CO※M-PLC-技-.术_网
为保持Id和φ/D恒定,卷绕张力控制系统采用两个独立的调节环,一个是张力电流双闭环,一个是磁场调节环。卷绕张力控制原理图见图三。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
张力传感器检测到的张力信号经张力放大器TA放大,输出的信号作为张力反馈信号Uff与张力给定Ugf叠加,送张力调节器FT放大。主电机M1的测线速信号一路作为速度给定信号,经加减速单元、惯性补偿环节与张力偏差放大信号比较,得到转速偏差信号ΔUn,ΔUn经速度调节器ST放大输出电流给定信号Ugi,电流反馈信号Ufi与Ugi叠加,经电流调节器LT输出信号来控制可控硅触发脉冲的产生、移相,改变可控硅导通角,从而调节晶闸管的整流电压,使整流电流的平均值得到改变,即改变卷绕电机力矩的大小,以保持张力恒定。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
M1测线速信号另一路与卷绕电机测转速信号一起送卷径检测环节ZC比较输出Ugl,激磁电流与给定信号Ugl与激磁电流反馈信号Ufl比较得到的电流偏差信号,经激磁电流调节器φT放大输出,控制激磁电流的大小。因Ugl与卷径D成正比,所以通过φT调节作用,可保证随卷径增大,激磁电流增大,即保证φ/D=常量,从而实现恒张力控制。
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
图中HF为函数发生器,用来校正激磁电流与磁通φ间的非线性关系,从而组成真正的磁通调节环,使控制结果为φ=KD。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
通过以上分析,我们了解了卷绕张力控制的基本原理。在实际设备运行过程中,为保证张力检测的精度,除定期在停机状态下校正张力、直径放大器和显示器外,还要定期在运转过程中测量实际卷绕直径与检测显示直径是否相同,因卷径D的检测精度直接影响张力控制的精度。如直径显示与实际有偏差,可调节主电路板MC上的运转直径电位器RUN DIA,消除卷径检测的偏差,保证张力控制的精度。
P.L.C.技.术.网——可编程控制器技术门户
此外,机械传动、张力检测、制动压力等其他环节也会导致张力波动。因此,除在电气上定期校正直径、张力放大器外,还要检查碳刷、链轮、轴销磨损情况,皮带、链条是否打滑、拉伸,张力辊是否灵活以及锡林和卷取电机电磁阀制动压力是否合适等等。在排除以上可能引起张力不稳的原因后,如在机器停止和运中还出现张力波动,可调节速度部件ST板上的PROP(比例)、IGAIN(增益)电位器;如在机器加减速过程中了现张力波动,可对ST调节部件的加减速电位器ACCE、DCCE进行调节,以消除波动。
WWW_PLC※JS_COM-PmLC-技.术_网
结束语:本文是作者在设备电气调整及处理电气问题时对浆丝机张力控制部分所作的分析,供电气技术人员工设备维护人员作为设备张力调整的参考依据。
WWW_PLCJS_COM-PLC-技.术_网
参考文献:
plcjs.技.术_网
陈振翼 《电力拖动自动控制系统》 纺织工业出版社 1992
P.L.C.技.术.网——可编程控制器技术门户
上一篇: PLC在棉纺细纱机电气控制系统的应用下一篇: 自调匀整装置在我厂前纺设备应用分析(上)
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行