基于DELTA自动化产品在三经轴重磅织机的应用
日期:2007-11-21 23:28:51 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要:
本文比较详细讨论DELTA自动化产品—人机界面、可编程控制器、交流伺服驱动器、增量型编码器系统应用济南一家重磅织机三经轴电控系统之中,通过DELTA几大自动化产品的应用,一方面展示了DELTA自动化产品在纺织行业系统集成应用丰采;另一方面给大家简介有关三经轴织机控制一般原理。该系统通过客户的使用,效果不错!
前言
重磅织机是剑杆织机一种,它和一般织机的区别主要在于:
1. 它的剑杆不是一般的绕性剑杆,它是刚性剑杆!它的这种特点会使它能完成一般织机无法做的事,即重磅织机能织玻璃纤纬产品!正是因为这点,该最终客户选用我们济南这家织机厂织机!
2. 它的织物一般可以是牛仔布等重、厚织物,一般织机不能实现!
三经轴重磅织机是该客户在他原有一般重磅织机的基础上添加了两个天经轴、一个大卷装,添加的原因在于客户需求双层布织物,添加的两个经轴就是用来实现该功能!
到目前为止,该织机国内很少,甚至没有!所以不论从织机机械、电气配置、织物结构、工艺都是在探索,所以对此我们化了比较长的探索,由于国内没有此整机样机,电气配置、软件编程、电路设计都没有参考对象!该系统电气配置是我们在和客户多次交流、现场调研而形成的!
到现在为止,织物虽然不是很理想,但是从电气配置方面,我认为已成功告捷!所以我将和大家一道来分享该项目案例!
系统构成
该电气系统主要分两部分,即主控部分、三经轴电控部分。主控部分由机械厂家制作,它主要实现对主轴控制,包括:点动、开车、经停、纬停等功能!它是由单片机+LCD完成!另一部分即是三经轴控制部分,它是最重要部分,因为它的好坏直接影响织物是否合格、改项目是否成功!
三经轴部分主要采用DELTA A型7.5人机界面、EH型20点可编程控制器(晶体管输出)、三台0.75KW A型交流伺服驱动器、一个360线增量型编码器组成!其中以可编程控制器为CPU;以人机界面为参数设定接口界面;采用MODBUS协议对大卷装通讯控制;对两天经采用高速脉冲控制!具体系统构成如下:
硬件系统:
A、三经轴电气配置:

B、可编程控制器DI/DO口定义:


C、系统构架:
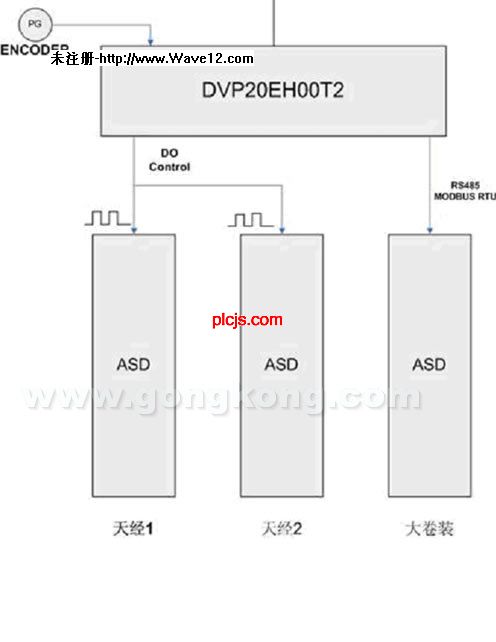
说明:
(1)三伺服分别控制1、2天经、大卷装设备
(2)1、2伺服采用pt模式脉冲控制;大卷装伺服采用DELTA MODBUS RTU通讯控制(PLC为MASTER、大卷装伺服为SLAVER!
(3)编码器装在主轴上,用来测试角度!
(4)DVP20EH00T可编程控制器带有两路200KHZ脉冲输出端
软件系统:
软件编程是在电气系统配置情况下,结合工艺要求编写而成!它包括人机界面程序、可编程控制器程序!具体结构如下:
A、整体构架:
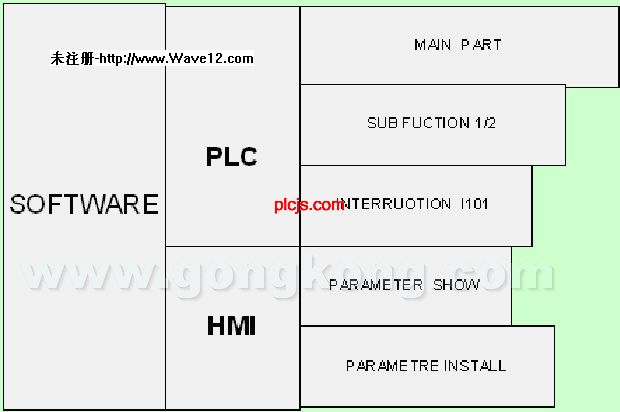
说明:
1. 主程序部分用来处理逻辑工艺、输入、输出处理!
2. 1、2子程序用来对1、2经轴速度设定!
3. 中断用来处理高速脉冲输入Z相处理!
B、人机部分界面:
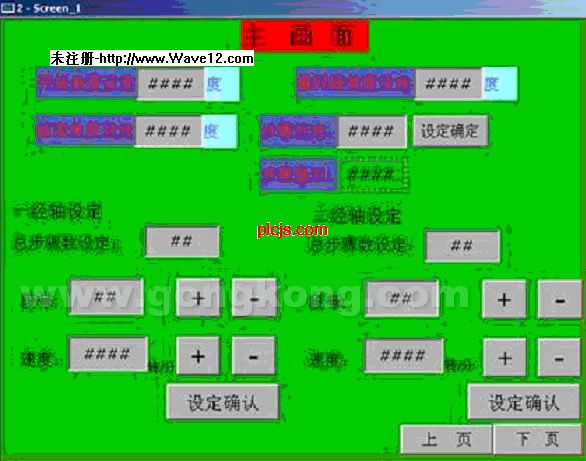
说明:
1. 该画面上部分用来处理送经角度、编码器角度、步骤设定
2. 下部分画面主要用来设定1、2天经轴的每步骤速度大小!
3. PLC以总步骤数来对1、2经轴速度轮流控制!

说明:
1. 该画面主要用来显示1、2经轴30段设定对应速度大小!
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
本文比较详细讨论DELTA自动化产品—人机界面、可编程控制器、交流伺服驱动器、增量型编码器系统应用济南一家重磅织机三经轴电控系统之中,通过DELTA几大自动化产品的应用,一方面展示了DELTA自动化产品在纺织行业系统集成应用丰采;另一方面给大家简介有关三经轴织机控制一般原理。该系统通过客户的使用,效果不错!
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWcW_PLCJS_COM-PLC-技.术_网
前言
WW.W_PLCJS_COM-PLC-技.术_网
重磅织机是剑杆织机一种,它和一般织机的区别主要在于:
plcjs.技.术_网
1. 它的剑杆不是一般的绕性剑杆,它是刚性剑杆!它的这种特点会使它能完成一般织机无法做的事,即重磅织机能织玻璃纤纬产品!正是因为这点,该最终客户选用我们济南这家织机厂织机!
WWW_PLC※JS_COM-PmLC-技.术_网
2. 它的织物一般可以是牛仔布等重、厚织物,一般织机不能实现!
WWW_PLCJS@_COM%-PLC-技.术_网
三经轴重磅织机是该客户在他原有一般重磅织机的基础上添加了两个天经轴、一个大卷装,添加的原因在于客户需求双层布织物,添加的两个经轴就是用来实现该功能!
WWW.PLCJS.COM——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
到目前为止,该织机国内很少,甚至没有!所以不论从织机机械、电气配置、织物结构、工艺都是在探索,所以对此我们化了比较长的探索,由于国内没有此整机样机,电气配置、软件编程、电路设计都没有参考对象!该系统电气配置是我们在和客户多次交流、现场调研而形成的!
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
到现在为止,织物虽然不是很理想,但是从电气配置方面,我认为已成功告捷!所以我将和大家一道来分享该项目案例!
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
系统构成
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
该电气系统主要分两部分,即主控部分、三经轴电控部分。主控部分由机械厂家制作,它主要实现对主轴控制,包括:点动、开车、经停、纬停等功能!它是由单片机+LCD完成!另一部分即是三经轴控制部分,它是最重要部分,因为它的好坏直接影响织物是否合格、改项目是否成功!
——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_CO※M-PLC-技-.术_网
三经轴部分主要采用DELTA A型7.5人机界面、EH型20点可编程控制器(晶体管输出)、三台0.75KW A型交流伺服驱动器、一个360线增量型编码器组成!其中以可编程控制器为CPU;以人机界面为参数设定接口界面;采用MODBUS协议对大卷装通讯控制;对两天经采用高速脉冲控制!具体系统构成如下:
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
硬件系统:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
A、三经轴电气配置:
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
B、可编程控制器DI/DO口定义:
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
C、系统构架:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
plcjs.技.术_网
说明:
P.L.C.技.术.网——可编程控制器技术门户
(1)三伺服分别控制1、2天经、大卷装设备
WWW_P※LCJS_COM-PLC-)技.术_网
(2)1、2伺服采用pt模式脉冲控制;大卷装伺服采用DELTA MODBUS RTU通讯控制(PLC为MASTER、大卷装伺服为SLAVER!
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(3)编码器装在主轴上,用来测试角度!
WW.W_PLCJS_COM-PLC-技.术_网
(4)DVP20EH00T可编程控制器带有两路200KHZ脉冲输出端
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
软件系统:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
软件编程是在电气系统配置情况下,结合工艺要求编写而成!它包括人机界面程序、可编程控制器程序!具体结构如下:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
A、整体构架:
W1WW_P4LCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
说明:
WW.W_PLCJS_COM-PLC-技.术_网
1. 主程序部分用来处理逻辑工艺、输入、输出处理!
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2. 1、2子程序用来对1、2经轴速度设定!
plcjs.技.术_网
3. 中断用来处理高速脉冲输入Z相处理!
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
B、人机部分界面:
WWcW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
说明:
P.L.C.技.术.网——可编程控制器技术门户
1. 该画面上部分用来处理送经角度、编码器角度、步骤设定
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2. 下部分画面主要用来设定1、2天经轴的每步骤速度大小!
WW.W_PLC※JS_C,OM-PL,C-技.术_网
3. PLC以总步骤数来对1、2经轴速度轮流控制!
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
说明:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
1. 该画面主要用来显示1、2经轴30段设定对应速度大小!
本新闻共2页,当前在第1页1 2
WW.W_PLCJS_COM-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行