用可编程控制器和变频器实现石油气压缩机的自动控制
日期:2008-8-31 23:33:50 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘要:本文阐述了山东滨化集团有限公司有2台石油气压缩机采用变频调速技术进行改造,用PLC实现自动调节和各种控制功能。实践证明,该方案稳定可*,经济效果明显。
关键词:石油气压缩机、PLC、变频器、PID、A/D
山东滨化集团有限公司有2台石油气压缩机,单机额定功率75kW,一开一备运行方式,而在实际生产中只需大约45kW输出功率。压缩机在低于额定工况下运转,负载率较低,而且其风压与流量大小要*手动阀调节,操作困难,也浪费大量电能。为此,考虑采用变频调速技术进行改造,用PLC实现自动调节和各种控制功能。运行实践证明,该方案稳定可*,经济效果明显。
一 工艺要求
(1)正常生产过程中,2台压缩机应至少有1台运行,即使在相互切换时,也不允许发生两台机器全部停止的现象。
(2)保持压缩机出口压力在预定值上。
(3)能实现对压缩机运行状态进行分析,以实现预测性检修。
二 系统控制原理
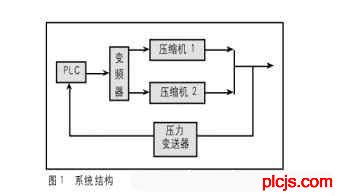
(1)工艺专业设定压缩机管网正常出口压力为P1,而现场实际测定压力为P2,根据ΔP(=P2-P1)值大小由PLC内PID功能模块进行PID运算,控制变频器来改变电动机转速,达到所要求的压力。当ΔP>0时,现场压力偏高,则提高变频器输出频率,使电动机转速加快,提高实际风压;当ΔP<0时,现场压力偏低,则使转速降低,ΔP减小。这样不断调整,使ΔP趋于0,现场实际压力在设定压力附近波动,保证压力稳定。系统结构如图1。
(2)压缩机长期运行,造成各部件间隙变大,这样引起的振动会越来越大,容易造成压缩机各部件的损坏。由PLC对现场振动情况进行判断分析,可提前对压缩机进行计划性维护保养,这样可大大延长设备的使用寿命,提高设备运行可*性,减少设备故障引起的非计划性停车。
三 设计方案
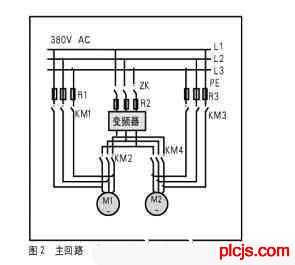
该方案主要由1台Siemens ECO1-7500/3变频器、1台S7-200型PLC(CPU215/216,配套EM235扩展模块)以及接触器、操作按钮、1台现场压力变送器和2台振动测量装置(振动变送器)组成,用PLC实现压缩机出口压力单回路闭环PID控制以及压缩机起动、停止、切换、故障处理等各种电气控制功能,由振动变送器对压缩机状态进行监控分析,以实现预测性维护维修。主回路如图2。
(1)PID运算功能的实现
S7-200系列中CPU215/216具有32位浮点运算指令和内置PID调节运算指令等特殊功能。使用时,只需在PLC内存中填写1张PID控制参数表(见下表),再执行指令:PID TABLE,LOOP,即可完成PID运算。其中操作数TABLE使用变量存储器VBx,用来指明控制环的起始地址;操作数LOOP是控制环号(常数,0~7)。编号为2、4、5、6、7的参数固定不变,可在PLC主程序中设定;编号为1、3、8、9的参数具有实时性,须在调用PID指令时填入。

由于S7-200输入和输出为开关量,而变频器、压力变送器和振动变送器的信号为模拟量,因此EM235模块要实现D/A转换。一个EM235模块可同时扩展3路模拟量输入通道(接1路压力信号,2路振动信号)和1路模拟量输出通道(接至变频器)。
(2)起动
M1和M2各有两种起动方式,可通过转换开关选择变频/工频起动方式。
(3)运行
正常情况下,电动机M1处于变频调速状态,电动机M2处于停机备用状态。现场压力变送器检测管网出口压力(4~20mA模拟量信号),并与预定值相比较,经PLC内部专用PID指令进行运算,得到变频器所需频率信号,自动调节电动机转速,达到所需管网压力。
(4)停止
按下“停止按钮”,PLC控制所有接触器断开,变频器停止工作。
(5)切换
当需从电动机M1切换到M2时,接触器KM2断开,KM1闭合,此时电动机M1工作在工频下,在变频器完全停止后,KM4闭合,变频器重新起动,电动机M2在变频器驱动下起动;完全起动后,KM1断开,电动机M1停止,切换操作结束。电动机M2切换到M1过程类似。
(6)报警及故障自诊断
通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。对于故障自诊断功能,考虑到成本问题,未设计上位机,只设置相应故障代码,通过4位数码管显示,使维修人员可根据故障信息方便查找到故障点。如:(a)压缩机油压低、水压低等故障信号,可由现场防爆电接点压力表测得,直接送至PLC,由PLC控制实现声光报警和延时停车;(b)增设现场振动传感器,并将信号送至PLC,对压缩机运行状况进行显示和诊断。
四 几点体会和设计中应注意的问题
(1)采用变频控制后,实现了压缩机的软起动,减小了起动电流对电网的冲击;节电效果明显,1年内可回收全部投资。
(2)采用PLC后,组成闭环自控系统,实现自动调节,运行更加稳定可*。
(3)变频器、PLC、接触器等可安装在一台控制柜内,可就地或远控操作,方式简单灵活。
(4)系统可扩展性较好。若有多台压缩机在变频/工频供电方式下运行时,只需将增加信息或信号引至PLC,即可实现整个系统的自动控制;若生产需要,本系统也可方便接入DCS或上位机,建立人机界面的监控系统等。
(5)预测性维护检修可大大延长压缩机使用寿命,提高可*性,减少停车损失,降低运行费用。
(6)PLC控制电动机在变频/工频供电方式下切换时,须保证各接触器闭合和断开顺序以及足够的延时,以防止电动机绕组产生的感应电动势加载到变频器的输出逆变桥上,造成损坏。
(7)PLC须实现KM2和KM4间的互锁,以防止2台电动机同时变频起动,使变频器因过载而损坏。
(8)因2台电动机会在短时间内分别在工频和变频下同时运行,故变频控制柜的总电源开关需按2台电动机负载量考虑。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
关键词:石油气压缩机、PLC、变频器、PID、A/D
WWW.PLCJS.COM——可编程控制器技术门户
P.L.C.技.术.网——可编程控制器技术门户
山东滨化集团有限公司有2台石油气压缩机,单机额定功率75kW,一开一备运行方式,而在实际生产中只需大约45kW输出功率。压缩机在低于额定工况下运转,负载率较低,而且其风压与流量大小要*手动阀调节,操作困难,也浪费大量电能。为此,考虑采用变频调速技术进行改造,用PLC实现自动调节和各种控制功能。运行实践证明,该方案稳定可*,经济效果明显。
WWW_PL※CJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
一 工艺要求
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(1)正常生产过程中,2台压缩机应至少有1台运行,即使在相互切换时,也不允许发生两台机器全部停止的现象。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(2)保持压缩机出口压力在预定值上。
W1WW_P4LCJS_COM-PLC-技.术_网
(3)能实现对压缩机运行状态进行分析,以实现预测性检修。
——可——编——程——控-制-器-技——术——门——户
二 系统控制原理
——可——编——程——控-制-器-技——术——门——户
(1)工艺专业设定压缩机管网正常出口压力为P1,而现场实际测定压力为P2,根据ΔP(=P2-P1)值大小由PLC内PID功能模块进行PID运算,控制变频器来改变电动机转速,达到所要求的压力。当ΔP>0时,现场压力偏高,则提高变频器输出频率,使电动机转速加快,提高实际风压;当ΔP<0时,现场压力偏低,则使转速降低,ΔP减小。这样不断调整,使ΔP趋于0,现场实际压力在设定压力附近波动,保证压力稳定。系统结构如图1。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
(2)压缩机长期运行,造成各部件间隙变大,这样引起的振动会越来越大,容易造成压缩机各部件的损坏。由PLC对现场振动情况进行判断分析,可提前对压缩机进行计划性维护保养,这样可大大延长设备的使用寿命,提高设备运行可*性,减少设备故障引起的非计划性停车。
WWW_P※LCJS_COM-PLC-)技.术_网
三 设计方案
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
该方案主要由1台Siemens ECO1-7500/3变频器、1台S7-200型PLC(CPU215/216,配套EM235扩展模块)以及接触器、操作按钮、1台现场压力变送器和2台振动测量装置(振动变送器)组成,用PLC实现压缩机出口压力单回路闭环PID控制以及压缩机起动、停止、切换、故障处理等各种电气控制功能,由振动变送器对压缩机状态进行监控分析,以实现预测性维护维修。主回路如图2。
plcjs.技.术_网
WWW_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
(1)PID运算功能的实现
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
S7-200系列中CPU215/216具有32位浮点运算指令和内置PID调节运算指令等特殊功能。使用时,只需在PLC内存中填写1张PID控制参数表(见下表),再执行指令:PID TABLE,LOOP,即可完成PID运算。其中操作数TABLE使用变量存储器VBx,用来指明控制环的起始地址;操作数LOOP是控制环号(常数,0~7)。编号为2、4、5、6、7的参数固定不变,可在PLC主程序中设定;编号为1、3、8、9的参数具有实时性,须在调用PID指令时填入。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
由于S7-200输入和输出为开关量,而变频器、压力变送器和振动变送器的信号为模拟量,因此EM235模块要实现D/A转换。一个EM235模块可同时扩展3路模拟量输入通道(接1路压力信号,2路振动信号)和1路模拟量输出通道(接至变频器)。
——可——编——程——控-制-器-技——术——门——户
(2)起动
P.L.C.技.术.网——可编程控制器技术门户
M1和M2各有两种起动方式,可通过转换开关选择变频/工频起动方式。
WWW_PLC※JS_COM-PmLC-技.术_网
(3)运行
WW.W_PLC※JS_C,OM-PL,C-技.术_网
正常情况下,电动机M1处于变频调速状态,电动机M2处于停机备用状态。现场压力变送器检测管网出口压力(4~20mA模拟量信号),并与预定值相比较,经PLC内部专用PID指令进行运算,得到变频器所需频率信号,自动调节电动机转速,达到所需管网压力。
WWW_PLCJS_COM-PLC-技.术_网
(4)停止
——可——编——程——控-制-器-技——术——门——户
按下“停止按钮”,PLC控制所有接触器断开,变频器停止工作。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(5)切换
WWW_PLCJS_COM-PLC-技.术_网
当需从电动机M1切换到M2时,接触器KM2断开,KM1闭合,此时电动机M1工作在工频下,在变频器完全停止后,KM4闭合,变频器重新起动,电动机M2在变频器驱动下起动;完全起动后,KM1断开,电动机M1停止,切换操作结束。电动机M2切换到M1过程类似。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(6)报警及故障自诊断
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。对于故障自诊断功能,考虑到成本问题,未设计上位机,只设置相应故障代码,通过4位数码管显示,使维修人员可根据故障信息方便查找到故障点。如:(a)压缩机油压低、水压低等故障信号,可由现场防爆电接点压力表测得,直接送至PLC,由PLC控制实现声光报警和延时停车;(b)增设现场振动传感器,并将信号送至PLC,对压缩机运行状况进行显示和诊断。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
四 几点体会和设计中应注意的问题
WW.W_PLCJS_COM-PLC-技.术_网
(1)采用变频控制后,实现了压缩机的软起动,减小了起动电流对电网的冲击;节电效果明显,1年内可回收全部投资。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2)采用PLC后,组成闭环自控系统,实现自动调节,运行更加稳定可*。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(3)变频器、PLC、接触器等可安装在一台控制柜内,可就地或远控操作,方式简单灵活。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(4)系统可扩展性较好。若有多台压缩机在变频/工频供电方式下运行时,只需将增加信息或信号引至PLC,即可实现整个系统的自动控制;若生产需要,本系统也可方便接入DCS或上位机,建立人机界面的监控系统等。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(5)预测性维护检修可大大延长压缩机使用寿命,提高可*性,减少停车损失,降低运行费用。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(6)PLC控制电动机在变频/工频供电方式下切换时,须保证各接触器闭合和断开顺序以及足够的延时,以防止电动机绕组产生的感应电动势加载到变频器的输出逆变桥上,造成损坏。
WWW_PLCJS@_COM%-PLC-技.术_网
(7)PLC须实现KM2和KM4间的互锁,以防止2台电动机同时变频起动,使变频器因过载而损坏。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(8)因2台电动机会在短时间内分别在工频和变频下同时运行,故变频控制柜的总电源开关需按2台电动机负载量考虑。
WWW.PLCJS.COM——可编程控制器技术门户
上一篇: 正维科技工业以太网交换机在南京某水泥厂的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行