RSView32在油田油水分离控制系统中的应用
日期:2008-4-17 17:53:02 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
一、引言
大庆油田原油生产已进入高含水阶段,所采用的油水分离方法分为沉降脱水和复合电脱水两个阶段。主要工艺设备有游离水脱除器和电脱水器。油水分离的效果与对这些设备的控制方式有直接关系。大庆油田采油六厂某联合站的原油水分离控制部分均采用手动控制,数据采集,填写报表等都用人工完成,工人劳动强度大,又很难保证控制和采集数据的准确性。为此,该厂提出了对联合站的油水分离控制系统进行自动化改造,要求系统不仅要实现油水分离的自动控制,而且能将主控制室内的二次仪表用计算机上的形象直观画面来取代,以监视和控制现场设备运行状况。本文根据这些要求设计了油水分离自动控制系统。
二、工艺过程及工艺要求
来自各中转站的高含水油,首先进入游离水脱除器,脱掉原油中的大部分含水,再经加热炉加热,然后到电脱水器进行油水分离,最后经由净化油缓冲罐向外输送。联合站现场分为游离水脱除区、加热炉区、电脱水区和成品油外输区四个部分。
其中游离水脱除区有三台游离水脱除器,它是联合站转油脱水过程中的主要装置。电脱水区有四台电脱水器,是原油脱水的核心装置。游离水脱除器和电脱水器的油水界面高度和罐内及输油管压
力是保证油水分离质量的重要参数。在实际生产过程中利用放水阀来调节油水界面的高度,油出口调节阀来调节罐内和输油管压力。这两个参数不是独立的,无论是调整放水阀还是油出口调节阀,这两个参数都同时受到影响,在控制系统中需要综合考虑这两个参数,以使系统能够安全、稳定地运行。
经过沉降脱水得到的原油再经加热炉升温后,才进入电脱水器。温度过低会影响生产,温度过高造成能源的浪费。因此,系统中需要根据原油脱水工艺设定的温度值,对加热炉燃烧情况进行自动调节。
外输油区有一个净化油罐和净化油缓冲罐,其中净化油缓冲罐的出口流量由油出口调节阀和变频器根据缓冲罐的液位和压力来自动控制,其中变频器控制外输油泵的转速。
根据工艺要求,控制系统中需要监控的参数主要有:油水界面高度、液位、压力、温度和流量。
三、控制系统总体结构
该联合站的几个工作区相距100米左右,而且要求总控室和外输段能够自动监控各个工作区设备的运行状况,并根据检测的参数对系统进行自动控制。控制系统中上位机采用工控机,控制器采用罗克韦尔自动化的SLC500可编程序控制器,对于距离较远的工作区采用DeviceNet现场总线通讯。系统硬件组成如图1所示。
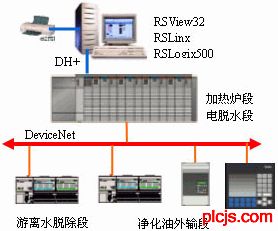
图1 转油放水控制系统总体结构
现场中,总控室位于电脱水区和加热炉区之间,SLC控制器也在总控室中,通过DH+网络与工控机相连。因此SLC控制器的本地输入输出模块直接控制电脱水段和加热炉段。游离水段作为DeviceNet的一个节点,用FlexIO与现场的液位、压力变送器和调节阀相连。净化油外输段的FlexIO、变频器和人机接口界面PanelView1400分别是DeviceNet的一个独立站点,其中FlexIO连接现场的液位、压力变送器和调节阀;变频器控制外输油的流量;PanelView1400用于在外输段监控整个系统的运行状况。
系统中的界面高度、压力、温度等信号都由对应的一次仪表传感器或变送器检测出来并转变为4~20mA电流信号,经安全栅送入SLC500控制器的本地输入模块或DeviceNet网上的FlexIO输入模块。控制信号由相应的输出模块以4~20mA电流形式控制气动调解阀。整个系统中输入信号有8个界面高度传感器;4个液位传感器;4个温度传感器;10个压力变送器,输出信号有8个液位调解阀,7个压力调解阀。外输油流量的测量是通过一次仪表把流量信号转换为脉冲信号,经屏蔽电缆传输到SLC的高速计数模块,从而测得输送到下个站的净化油流量。
四、程序设计
控制系统的软件设计由显示操作程序和过程控制程序两部分组成。显示操作程序包括上位机和人机接口界面两部分,上位机显示操作采用罗克韦尔软件的RSView32TM组态软件,在上位计算机编制显示控制程序,完成各种显示、控制与生产报表等功能。人机接口界面使用PanelBuilder软件编制界面显示和控制程序,由此实现生产过程的远程监视和控制。过程控制程序使用罗克韦尔软件的Rslogix500软件编制SLC500控制程序,实现对生产过程的直接控制和数据采集。上位计算机与SLC500控制器之间是通过DH+网实现数据通信的。一方面将过程控制中的参数传送给上位机,用于存储、显示、制表、打印;另一方面将工作人员通过显示操作站设置的控制参数发送给SLC500控制器。由控制器按操作员的要求实现对生产过程的直接控制。
4.1 显示操作程序设计
RSView32TM软件是罗克韦尔软件公司提供的上位机组态软件,通过编程可以实现监控系统所需的人机界面。PLC
WWW_PL※CJS_COM-PLC-技.术_网
一、引言
WWW_PLC※JS_COM-PmLC-技.术_网
大庆油田原油生产已进入高含水阶段,所采用的油水分离方法分为沉降脱水和复合电脱水两个阶段。主要工艺设备有游离水脱除器和电脱水器。油水分离的效果与对这些设备的控制方式有直接关系。大庆油田采油六厂某联合站的原油水分离控制部分均采用手动控制,数据采集,填写报表等都用人工完成,工人劳动强度大,又很难保证控制和采集数据的准确性。为此,该厂提出了对联合站的油水分离控制系统进行自动化改造,要求系统不仅要实现油水分离的自动控制,而且能将主控制室内的二次仪表用计算机上的形象直观画面来取代,以监视和控制现场设备运行状况。本文根据这些要求设计了油水分离自动控制系统。
plcjs.技.术_网
二、工艺过程及工艺要求
W1WW_P4LCJS_COM-PLC-技.术_网
来自各中转站的高含水油,首先进入游离水脱除器,脱掉原油中的大部分含水,再经加热炉加热,然后到电脱水器进行油水分离,最后经由净化油缓冲罐向外输送。联合站现场分为游离水脱除区、加热炉区、电脱水区和成品油外输区四个部分。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
其中游离水脱除区有三台游离水脱除器,它是联合站转油脱水过程中的主要装置。电脱水区有四台电脱水器,是原油脱水的核心装置。游离水脱除器和电脱水器的油水界面高度和罐内及输油管压
——可——编——程——控-制-器-技——术——门——户
经过沉降脱水得到的原油再经加热炉升温后,才进入电脱水器。温度过低会影响生产,温度过高造成能源的浪费。因此,系统中需要根据原油脱水工艺设定的温度值,对加热炉燃烧情况进行自动调节。
WWW_PL※CJS_COM-PLC-技.术_网
外输油区有一个净化油罐和净化油缓冲罐,其中净化油缓冲罐的出口流量由油出口调节阀和变频器根据缓冲罐的液位和压力来自动控制,其中变频器控制外输油泵的转速。
WWW_P※LCJS_COM-PLC-)技.术_网
根据工艺要求,控制系统中需要监控的参数主要有:油水界面高度、液位、压力、温度和流量。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
三、控制系统总体结构
WW.W_PLCJS_COM-PLC-技.术_网
该联合站的几个工作区相距100米左右,而且要求总控室和外输段能够自动监控各个工作区设备的运行状况,并根据检测的参数对系统进行自动控制。控制系统中上位机采用工控机,控制器采用罗克韦尔自动化的SLC500可编程序控制器,对于距离较远的工作区采用DeviceNet现场总线通讯。系统硬件组成如图1所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图1 转油放水控制系统总体结构
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
现场中,总控室位于电脱水区和加热炉区之间,SLC控制器也在总控室中,通过DH+网络与工控机相连。因此SLC控制器的本地输入输出模块直接控制电脱水段和加热炉段。游离水段作为DeviceNet的一个节点,用FlexIO与现场的液位、压力变送器和调节阀相连。净化油外输段的FlexIO、变频器和人机接口界面PanelView1400分别是DeviceNet的一个独立站点,其中FlexIO连接现场的液位、压力变送器和调节阀;变频器控制外输油的流量;PanelView1400用于在外输段监控整个系统的运行状况。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
系统中的界面高度、压力、温度等信号都由对应的一次仪表传感器或变送器检测出来并转变为4~20mA电流信号,经安全栅送入SLC500控制器的本地输入模块或DeviceNet网上的FlexIO输入模块。控制信号由相应的输出模块以4~20mA电流形式控制气动调解阀。整个系统中输入信号有8个界面高度传感器;4个液位传感器;4个温度传感器;10个压力变送器,输出信号有8个液位调解阀,7个压力调解阀。外输油流量的测量是通过一次仪表把流量信号转换为脉冲信号,经屏蔽电缆传输到SLC的高速计数模块,从而测得输送到下个站的净化油流量。
WW.W_PLCJS_COM-PLC-技.术_网
四、程序设计
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
控制系统的软件设计由显示操作程序和过程控制程序两部分组成。显示操作程序包括上位机和人机接口界面两部分,上位机显示操作采用罗克韦尔软件的RSView32TM组态软件,在上位计算机编制显示控制程序,完成各种显示、控制与生产报表等功能。人机接口界面使用PanelBuilder软件编制界面显示和控制程序,由此实现生产过程的远程监视和控制。过程控制程序使用罗克韦尔软件的Rslogix500软件编制SLC500控制程序,实现对生产过程的直接控制和数据采集。上位计算机与SLC500控制器之间是通过DH+网实现数据通信的。一方面将过程控制中的参数传送给上位机,用于存储、显示、制表、打印;另一方面将工作人员通过显示操作站设置的控制参数发送给SLC500控制器。由控制器按操作员的要求实现对生产过程的直接控制。
WWW.PLCJS.COM——可编程控制器技术门户
4.1 显示操作程序设计
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
RSView32TM软件是罗克韦尔软件公司提供的上位机组态软件,通过编程可以实现监控系统所需的人机界面。PLC
本新闻共2页,当前在第1页1 2
WWW_PLC※JS_COM-PmLC-技.术_网
上一篇: 研华IPPC成功应用于加油站的服务终端系统下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行