点击: 作者:中国长城铝业公司 陈湘辉 任晓珠
1 引言
低铁、低硅、高白、原晶等超细氢氧化铝系列产品,是从生产过程中直接分离出来的,它的粒径在0.8-1um,具有均匀、单晶的结晶形态。
超细物料的烘干,在超细产品的生产中是非常重要的一道工序。产品烘干的品质直接决定产品的质量、售价与市场。
2 生产工艺简介
超细氢氧化铝物料烘干系统工艺流程如图1所示。物料烘干系统主要包括无聊、风路、热源3项要素。
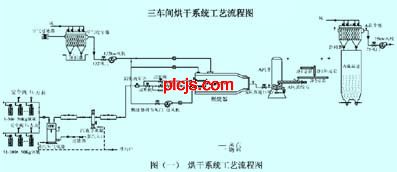
图1 烘干系统工艺流程图
2.1 料源的物流过程
由上一道工序分解出来的物料由净1皮带、净1短皮带、净2皮带输送到a闪蒸干燥器,通过热风经a布袋收尘器进入成品仓,最后包装出厂。
2.2 空气的流动过程
空气经空气过滤器一级过滤,再经空气收尘器得到净风,最后经燃烧器把热风送至a闪蒸干燥器。
2.3 热源的供给过程
外送的液化汽经蒸气加热气化后,通过切断阀与调节阀,提供燃烧器汽源进行燃烧,给整个系统热能。
3 烘干系统的控制设计
3.1 自动化功能设计
整个系统全部在操作室集中控制和显示。系统风机采用自藕变压器降压启动。皮带、闪蒸下料绞刀、鼓风机采用变频器调速控制。风门、燃烧器调节风门、闪蒸进口风门均采用电动执行器进行手动与电动控制。袋收尘器控制采用无触点脉冲控制仪对电磁阀逐个控制。燃烧器燃烧与系统温度调节采用plc、变频器与计算机仪表组合实现全自动控制。
3.2 控制设备选型
plc选型:采用omron的cpm2a-40cdr-a型plc。控制仪表选型:控制仪表主要是完成对出口温度、鼓风机运行频率的自动控制,采用日本岛电公司生产的sr93-8i-n-90-1480与sr93-4i-n-90-000控制仪表。变频器选型:因该系统属于改造项目,所以各调速的变频器型号也不一样。具体是,鼓风机采用的是omron的3g3mz型,净2皮带采用的是富士的5000g11s,下料绞刀采用的是施耐德的alt58型。
3.3 自控系统的设计
整个系统自动控制设计的核心主要是燃烧器与闪蒸系统温度的自动控制,它主要通过plc与pid仪表配合共同完成。
根据烘干系统的特点,自控系统应满足如下控制要求:
(1)燃气式进气控制:控制方式:pid;控制来源:出口温度;温度范围:0~800℃。
(2)空气进气控制:控制方式:比例控制;控制来源:燃气进气量;风量控制范围:根据现场情况进行调节。

图2 系统自动控制原理图
(3)联锁保护控制:燃烧器点火前自动启动风机对炉内进行吹扫,吹扫时间5分钟(可调0~30分钟);当长明灯没有点燃时,不能启动热风炉进气系统;燃烧过程中,风机出现故障,系统自动停止进气。
烘干系统温度自动控制。为了保证整个系统的稳定与连续,特对闪蒸出口温度与鼓风机运行频率进行自动控制,其控制原理如图2所示。系统主要通过热电偶检测到闪蒸出口温度,送pid仪表进行pid计算,输出温度调节与风机变频调节信号,经与plc系统配合,最终控制热风炉(也即燃烧器)的进气量和闪蒸的下料量。
3.4 自控系统控制参数设计
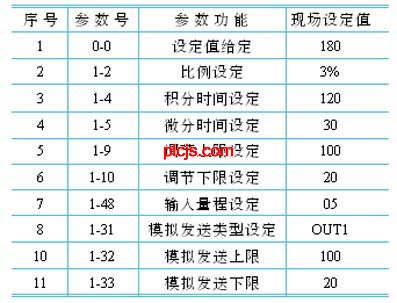
(1)闪蒸出口温度控制参数设置:该回路的调节仪表型号ut01,其主要参数设定值如表1所示。
表1 出口温度控制参数设置
(2)风机运行频率控制参数设置。该回路的调节仪表型号ut02,其主要参数设定值如表2所示。
表2 风机运行频率控制参数设置

(3)变频器参数设置。除鼓风机自动控制外,净2皮带、下料绞刀变频器采用的是外部控制方式,它们的具体参数设置如表3所示。
表3 各变频器参数设置

3.5 plc系统设计:
(1)控制系统硬件设计。控制系统硬件设计如图3所示。
(2)plc的i/o地址与符号分配如表4所示。
表4 plc的i/o地址与符号分配表

(3)系统plc程序梯形图:根据系统控制原理与要求,设计出如图4所示的plc梯形图(核心程序):

L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!