铝电解槽控制系统
日期:2007-5-18 18:08:32 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要 通过工业试验研究,摸索出了铝电解槽表观电阻与氧化铝浓度之间的关系曲线。在此基础上,通过对试验数据的解析,建立了氧化铝浓度模糊控制模型,实现了铝电解槽按需下料,极大地降低了阳极效应系数。同时开发出槽况自诊断、极距调整、设定电压自修正、阳极效应预报等模型,并成功地应用于基于PLC控制的一种新型铝电解槽控箱中。
关键词 PLC 模糊控制 氧化铝浓度 效应预报 极距控制
引言
国内外众多单位一直致力于铝电解自动控制技术的开发、研究工作,从早期的槽电压或槽表观电阻的恒区域调节、定时下料控制,到近期国外的自适应控制,一直到现在国内的氧化铝浓度模糊控制[1>,在软件功能方面,已逐步趋于完善,而在硬件方面一直沿用的是自制工控机或单片机所构成的二级分布式控制系统。这样的控制系统,其可靠性不高,往往出现“死机”、误动作等现象。以前也有采用PLC进行控制的,但较多为集中式控制,随着大型预焙槽的发展,由于其实时性较差,数据处理及传输速度慢等缺点,不能适时地对铝电解槽作出控制决策。为了解决以上问题,我们采用美国GE90系列的MicroPLC作为主控制器,实行一对一分布控制,1台槽控箱配1台PLC,并结合有关铝电解专家经验,采用专家模糊控制模型,开发出二级分布式铝电解槽智能模糊系统,使系统软件、硬件达到了完美组合。
该控制系统采用DDC(直接数字控制)、SCC(过程监控)两级分布式控制方案,硬件组成如图1所示。
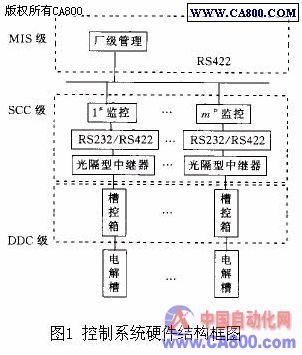
每台槽控箱控制1台电解槽,同时每台槽控箱都有独立的PLC作为主控制器,负责对系列电流、槽电压和各种开关量输入信号的采集,数据解析,模糊推理,判断槽中氧化铝浓度,并通过调节下料时间间隔以及极距,达到电解槽内物料平衡和热量平衡。
过程监控级通过RS422通信总线与槽控箱中的PLC通信,从中获取相关信息,通过对信息的加工、处理,实现槽况诊断,从而实现对DDC级的参数修改、优化,同时也为人工操作和维护决策提供可靠的依据。
多区域的SCC均可连接起来,构成一局域网,在原有二级基础上扩展一级MIS(管理信息系统)级,并实现与全厂计算机网络的联网,便于领导决策。
2 软件介绍
控制系统的软件结构框图见图2。
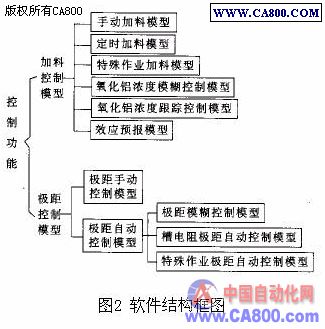
因软件模型较多,在此不能一一介绍,现重点讲述以下几个模型。
2.1 R-C曲线的试验测试
为了能够建立起正确而且可靠的氧化铝浓度控制模型,我们进行了大量的试验研究工作,在沁阳国家大型铝电解试验基地140kA电解槽上多次试验以后,测试出槽电阻R与氧化铝浓度C的关系曲线,即动态R-C曲线,其特征曲线如图3所示。
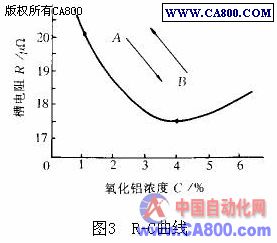
A点附近为低浓度区,发生阳极效应的几率较高;B点附近为高浓度区,易产生沉淀。曲线由B点往A点变化,槽电阻逐渐上升,斜率加大,槽中氧化铝浓度降低,虽然电流效率较高,但极易发生阳极效应,增加电耗;若曲线反行程,由A点往B点推进,随着Al2O3浓度的增大,槽电阻逐渐减小,斜率也慢慢减小,曲线趋于平缓,达到最低点附近有一死区,即变化不敏感区,此时槽中易出现沉淀,导致电解槽槽温升高,槽底压降增大,从而增加电耗,降低了电流效率。
此曲线测得的同时受操作工艺的影响会发生漂移,尤其是阳极移动,造成曲线偏移,因此在曲线试验测试过程中我们尽量避免诸如抬母线、边部加工、换阳极等非正常作业,保证了曲线的准确性。
2.2氧化铝浓度模糊控制模型的开发
由于电解槽属非线性、时变、大滞后系统,电解槽内存在高温强腐蚀性电解质熔体,所以到目前为止,国内外对电解槽内许多参数无法长时间在线测量,因此我们采用3种算法综合解析槽电阻、槽电阻斜率以及R-C曲线,并结合电解专家经验和现场操作人员的经验,研制出了一整套氧化铝浓度模糊控制模型。
该模型将下料速率作为输出变量,下料速率的模糊语言变量值定义为“大欠量、欠量、正常、过量、大过量”5个档级值。模糊控制规则是根据专家经验和已测得的过程知识生成的。通过控制氧化铝的下料速度,使槽中氧化铝浓度处于一个低高低的变化过程中,从而控制突发阳极效应的发生和沉淀的出现,保持槽内物料平衡。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
plcjs.技.术_网
关键词 PLC 模糊控制 氧化铝浓度 效应预报 极距控制
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
引言
plcjs.技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
国内外众多单位一直致力于铝电解自动控制技术的开发、研究工作,从早期的槽电压或槽表观电阻的恒区域调节、定时下料控制,到近期国外的自适应控制,一直到现在国内的氧化铝浓度模糊控制[1>,在软件功能方面,已逐步趋于完善,而在硬件方面一直沿用的是自制工控机或单片机所构成的二级分布式控制系统。这样的控制系统,其可靠性不高,往往出现“死机”、误动作等现象。以前也有采用PLC进行控制的,但较多为集中式控制,随着大型预焙槽的发展,由于其实时性较差,数据处理及传输速度慢等缺点,不能适时地对铝电解槽作出控制决策。为了解决以上问题,我们采用美国GE90系列的MicroPLC作为主控制器,实行一对一分布控制,1台槽控箱配1台PLC,并结合有关铝电解专家经验,采用专家模糊控制模型,开发出二级分布式铝电解槽智能模糊系统,使系统软件、硬件达到了完美组合。
WW.W_PLCJS_COM-PLC-技.术_网
该控制系统采用DDC(直接数字控制)、SCC(过程监控)两级分布式控制方案,硬件组成如图1所示。
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
每台槽控箱控制1台电解槽,同时每台槽控箱都有独立的PLC作为主控制器,负责对系列电流、槽电压和各种开关量输入信号的采集,数据解析,模糊推理,判断槽中氧化铝浓度,并通过调节下料时间间隔以及极距,达到电解槽内物料平衡和热量平衡。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
过程监控级通过RS422通信总线与槽控箱中的PLC通信,从中获取相关信息,通过对信息的加工、处理,实现槽况诊断,从而实现对DDC级的参数修改、优化,同时也为人工操作和维护决策提供可靠的依据。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
多区域的SCC均可连接起来,构成一局域网,在原有二级基础上扩展一级MIS(管理信息系统)级,并实现与全厂计算机网络的联网,便于领导决策。
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
2 软件介绍
WW.W_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
控制系统的软件结构框图见图2。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
因软件模型较多,在此不能一一介绍,现重点讲述以下几个模型。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.1 R-C曲线的试验测试
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
为了能够建立起正确而且可靠的氧化铝浓度控制模型,我们进行了大量的试验研究工作,在沁阳国家大型铝电解试验基地140kA电解槽上多次试验以后,测试出槽电阻R与氧化铝浓度C的关系曲线,即动态R-C曲线,其特征曲线如图3所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
A点附近为低浓度区,发生阳极效应的几率较高;B点附近为高浓度区,易产生沉淀。曲线由B点往A点变化,槽电阻逐渐上升,斜率加大,槽中氧化铝浓度降低,虽然电流效率较高,但极易发生阳极效应,增加电耗;若曲线反行程,由A点往B点推进,随着Al2O3浓度的增大,槽电阻逐渐减小,斜率也慢慢减小,曲线趋于平缓,达到最低点附近有一死区,即变化不敏感区,此时槽中易出现沉淀,导致电解槽槽温升高,槽底压降增大,从而增加电耗,降低了电流效率。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
此曲线测得的同时受操作工艺的影响会发生漂移,尤其是阳极移动,造成曲线偏移,因此在曲线试验测试过程中我们尽量避免诸如抬母线、边部加工、换阳极等非正常作业,保证了曲线的准确性。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
2.2氧化铝浓度模糊控制模型的开发
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
由于电解槽属非线性、时变、大滞后系统,电解槽内存在高温强腐蚀性电解质熔体,所以到目前为止,国内外对电解槽内许多参数无法长时间在线测量,因此我们采用3种算法综合解析槽电阻、槽电阻斜率以及R-C曲线,并结合电解专家经验和现场操作人员的经验,研制出了一整套氧化铝浓度模糊控制模型。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
该模型将下料速率作为输出变量,下料速率的模糊语言变量值定义为“大欠量、欠量、正常、过量、大过量”5个档级值。模糊控制规则是根据专家经验和已测得的过程知识生成的。通过控制氧化铝的下料速度,使槽中氧化铝浓度处于一个低高低的变化过程中,从而控制突发阳极效应的发生和沉淀的出现,保持槽内物料平衡。
本新闻共2页,当前在第1页1 2
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 煤制甲醇(大型装置)行业自动化解决方案下一篇: GEFanucGMR在海上石油平台的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行