针对可编程控制器的焊丝自动排线技术的研究
日期:2008-8-1 0:04:07 来源:本站整理
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:焊丝层绕机是焊丝生产的关键设备之一,其控制的好坏直接影响到焊丝的质量。目前的层绕机多采用零度角排线,可靠性低。采用角度控制的排线系统实现了自动层绕与平稳换向。角度传感器和数字交流伺服电机的组合实现了恒角度与变角度的排线控制。实践表明提高了机器的层绕质量和生产效率,角度检测的分辨率为0.09°。
关键词:PLC; 伺服电机; 角度传感器; 焊丝排线系统
0 引言
目前国内同类设备多是垂直层绕(焊丝与收线轴垂直),设备易受干扰,停车频繁,焊丝的张力不均。基于滞后角控制的自动排线系统可提高排线的精度和性能。通过可编程控制器PLC进行角度闭环控制,使焊丝以固定的滞后角度 β在工字轮上进行高速层绕。PLC检测到角度值并与设定值比较,偏差使PLC发出脉冲信号给伺服电机驱动直线单元运动,使偏差趋于零,以达到焊丝以固定滞后角层绕。利用人机界面完成设备数据的输入和实时监测。设计实现了在换向区外正常速度跟踪,换向开关动作后快速追赶至同步速度跟踪,焊丝到达工字轮边缘后再次形成新的滞后跟踪的自动排线系统的控制,满足了排线系统自动平稳排线的要求[1>-[2>。
1 层绕的工艺原理
自动排线器的结构如图1所示。排线器采用滞后角排线,伺服电机通过滚轴丝杠及滑轨推动排线器以一定的角度排线。在收线工字轮的内径区域,当从一侧向另一侧排线时,整个区域分成一般跟踪和换向跟踪两个区域。在一般跟踪区域采用固定滞后角跟踪模式,在换向区内采用变角度跟踪模式。由于焊丝在层绕至工字轮边缘时,会自动向相反方向层绕,在这个过程中,不允许焊丝有超前角度层绕,否则焊丝间会出现缝隙,下一层将出现瑕疵,层绕将被迫中断。因此换向区内的角度检测与控制至关重要。
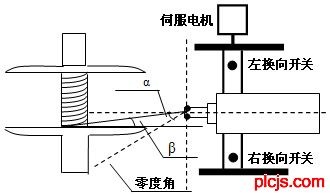
Fig1 Automatic Arranging Welding Wire System
图1 焊丝层绕机自动排线器
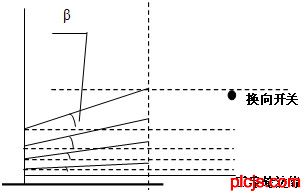
Fig2 The Change Process of Angle in reversing Area
图2 换向区内角度的变化过程
通过换向开关动作自动形成直线单元移动方向标志,左换向开关置位右行标志,复位左行标志;右换向开关置位左行标志,复位右行标志。收线与倒线开关的上升沿将对直线单元的左右行走标志取反。以收线右换向为例,当右换向开关动作瞬间,直线单元以6倍基速快速推进至β≤0;当主电机继续旋转,直线单元以基速继续跟踪,当焊丝缠绕接近至工字轮的最右边一圈线时,直线单元停止,同时复位直线单元右行标志,置位左行标志。收线左换向同理于收线右换向。收线左行时,角度α维持≤中心角+滞后角;右行时,角度α维持≥中心角-滞后角。换向区内角度的变化过程如图2所示。
2 控制系统结构以及工作原理
2.1控制系统结构
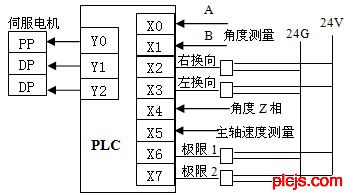
Fig3 The Control System for Arranging Welding Wire
图3 排线器控制系统
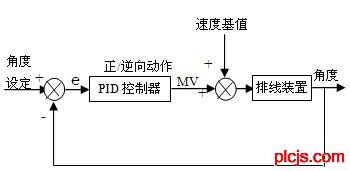
Fig4 The Control Block
图4 控制方框图
根据排线器的排线原理,控制系统首先必须完成排线角度的实时检测。设计采用1000线增量式编码器与PLC程序的结合实现的数字角度传感器进行排线角度的实时检测,传感器的分辨率为0.09°,满足最小线径为0.8mm的焊丝在主轴上层绕一圈角度检测的要求;通过接近开关的动作来实现直线单元正常区域和换向区域的跟踪;通过PLC的输出脉冲控制伺服电机驱动直线单元的运行[3>。
2.2 直线单元工作原理
直线单元的行进速度应与主轴转速相匹配。通过主轴上安装的速度传感器,测算出主轴的旋转角速度N(转/秒)。工字轮上焊丝沿轴向的移动速度为 V= N*Φ ,其中Φ为焊丝线径,单位mm,V的单位为mm/s。为保持排线机构与主轴上焊丝移动速度的同步,即保持固定的滞后角,直线单元的推进速度应等于V。为确保滞后角的精确同步,直线单元的行进速度应等于V加上角度回路输出值(偏移量),V转换成伺服电机的转速(脉冲数/秒)为:
脉冲速率=M*N*Φ/d(个/秒) (1)
其中, N为主轴的旋转角速度(转/秒), Φ为焊丝线径(毫米), M为伺服电机的码盘的每圈线数,d为滚轴丝杠的导程(毫米/转)。
根据式2-1伺服电机给定脉冲速率的计算公式,其取值范围为0~25000 P/S,故MV的输出饱和上限值应设为2500 P/S。
3 基于角度控制的程序编制
3.1排线角度检测
Program1 Angle Measuring
程序1 角度检测
Program2 Master Speed Measuring
程序2 主速度检测
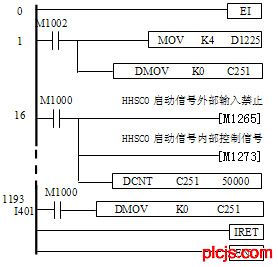
硬件高速计数器采用4倍频的工作模式,在中断服务程序中实现角度传感器的回零功能。如程序1所示。
3.2主轴速度检测
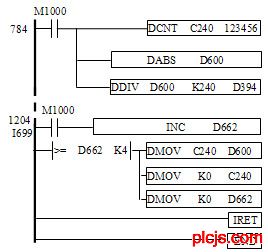
采用M测速法,以固定时间中断(不受PLC程序扫描时间的影响)的方式测算主轴速度,即由每0.4秒光电码盘的计数脉冲值测算出主轴速度。如程序2所示。
3.3滞后角层绕的闭环控制
这部分程序是层绕机控制系统软件的核心,流程框图见图5所示。
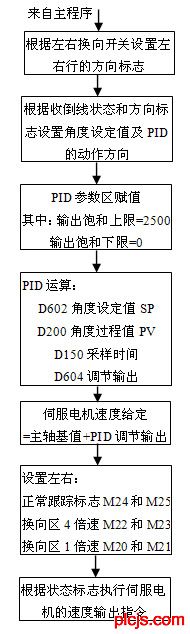
Fig5 Program Flow Block for winding by layer
图5 层绕程序流程图
4 结 论
本文作者创新点:采用角度控制的自动排线器使得焊丝层绕的张力均匀,换向平稳,设备运行倒车率低,焊丝质量大大提高。通过若干工程的应用表明,角度传感器检测准确且灵敏度高,直线单元滞后角跟踪稳定、换向准确,极大提高系统的稳定性、可靠性。
参考文献:
1 王树梅,张东亮. 基于C8051 F005 的焊丝层绕机控制系统[J>. 测控技术,2006,25(6):77~78
2 方天红, 龚民. 全自动绕线机单片机控制系统的设计与开发[J>. 沈阳工业学院学报, 2004, 23 (3): 36-37
3 于克龙,绕线机排线机构的运动分析与控制[J>.机械制造与自动化, 2005,34(3):102~103
4 于静,一种新型数字式角度传感器的研究[J>.微计算机信息,2007,1-1:163-165
——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
关键词:PLC; 伺服电机; 角度传感器; 焊丝排线系统
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
0 引言
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
目前国内同类设备多是垂直层绕(焊丝与收线轴垂直),设备易受干扰,停车频繁,焊丝的张力不均。基于滞后角控制的自动排线系统可提高排线的精度和性能。通过可编程控制器PLC进行角度闭环控制,使焊丝以固定的滞后角度 β在工字轮上进行高速层绕。PLC检测到角度值并与设定值比较,偏差使PLC发出脉冲信号给伺服电机驱动直线单元运动,使偏差趋于零,以达到焊丝以固定滞后角层绕。利用人机界面完成设备数据的输入和实时监测。设计实现了在换向区外正常速度跟踪,换向开关动作后快速追赶至同步速度跟踪,焊丝到达工字轮边缘后再次形成新的滞后跟踪的自动排线系统的控制,满足了排线系统自动平稳排线的要求[1>-[2>。
WWW_PLC※JS_COM-PmLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
1 层绕的工艺原理
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
自动排线器的结构如图1所示。排线器采用滞后角排线,伺服电机通过滚轴丝杠及滑轨推动排线器以一定的角度排线。在收线工字轮的内径区域,当从一侧向另一侧排线时,整个区域分成一般跟踪和换向跟踪两个区域。在一般跟踪区域采用固定滞后角跟踪模式,在换向区内采用变角度跟踪模式。由于焊丝在层绕至工字轮边缘时,会自动向相反方向层绕,在这个过程中,不允许焊丝有超前角度层绕,否则焊丝间会出现缝隙,下一层将出现瑕疵,层绕将被迫中断。因此换向区内的角度检测与控制至关重要。
W1WW_P4LCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
Fig1 Automatic Arranging Welding Wire System
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图1 焊丝层绕机自动排线器
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS_COM-PLC-技.术_网
Fig2 The Change Process of Angle in reversing Area
WW.W_PLCJS_COM-PLC-技.术_网
图2 换向区内角度的变化过程
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
通过换向开关动作自动形成直线单元移动方向标志,左换向开关置位右行标志,复位左行标志;右换向开关置位左行标志,复位右行标志。收线与倒线开关的上升沿将对直线单元的左右行走标志取反。以收线右换向为例,当右换向开关动作瞬间,直线单元以6倍基速快速推进至β≤0;当主电机继续旋转,直线单元以基速继续跟踪,当焊丝缠绕接近至工字轮的最右边一圈线时,直线单元停止,同时复位直线单元右行标志,置位左行标志。收线左换向同理于收线右换向。收线左行时,角度α维持≤中心角+滞后角;右行时,角度α维持≥中心角-滞后角。换向区内角度的变化过程如图2所示。
——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_COM-PLC-)技.术_网
2 控制系统结构以及工作原理
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
2.1控制系统结构
WWW_P※LCJS_COM-PLC-)技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
Fig3 The Control System for Arranging Welding Wire
plcjs.技.术_网
图3 排线器控制系统
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
Fig4 The Control Block
WWW_P※LCJS_CO※M-PLC-技-.术_网
图4 控制方框图
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
根据排线器的排线原理,控制系统首先必须完成排线角度的实时检测。设计采用1000线增量式编码器与PLC程序的结合实现的数字角度传感器进行排线角度的实时检测,传感器的分辨率为0.09°,满足最小线径为0.8mm的焊丝在主轴上层绕一圈角度检测的要求;通过接近开关的动作来实现直线单元正常区域和换向区域的跟踪;通过PLC的输出脉冲控制伺服电机驱动直线单元的运行[3>。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2.2 直线单元工作原理
W1WW_P4LCJS_COM-PLC-技.术_网
plcjs.技.术_网
直线单元的行进速度应与主轴转速相匹配。通过主轴上安装的速度传感器,测算出主轴的旋转角速度N(转/秒)。工字轮上焊丝沿轴向的移动速度为 V= N*Φ ,其中Φ为焊丝线径,单位mm,V的单位为mm/s。为保持排线机构与主轴上焊丝移动速度的同步,即保持固定的滞后角,直线单元的推进速度应等于V。为确保滞后角的精确同步,直线单元的行进速度应等于V加上角度回路输出值(偏移量),V转换成伺服电机的转速(脉冲数/秒)为:
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
脉冲速率=M*N*Φ/d(个/秒) (1)
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
其中, N为主轴的旋转角速度(转/秒), Φ为焊丝线径(毫米), M为伺服电机的码盘的每圈线数,d为滚轴丝杠的导程(毫米/转)。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
根据式2-1伺服电机给定脉冲速率的计算公式,其取值范围为0~25000 P/S,故MV的输出饱和上限值应设为2500 P/S。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
3 基于角度控制的程序编制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
3.1排线角度检测
WWW.PLCJS.COM——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
——可——编——程——控-制-器-技——术——门——户
Program1 Angle Measuring
WWW_P※LCJS_COM-PLC-)技.术_网
程序1 角度检测
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
Program2 Master Speed Measuring
——可——编——程——控-制-器-技——术——门——户
程序2 主速度检测
WWW_PLCJS@_COM%-PLC-技.术_网
plcjs.技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
硬件高速计数器采用4倍频的工作模式,在中断服务程序中实现角度传感器的回零功能。如程序1所示。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3.2主轴速度检测
WW.W_PLC※JS_C,OM-PL,C-技.术_网
plcjs.技.术_网
采用M测速法,以固定时间中断(不受PLC程序扫描时间的影响)的方式测算主轴速度,即由每0.4秒光电码盘的计数脉冲值测算出主轴速度。如程序2所示。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
3.3滞后角层绕的闭环控制
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
这部分程序是层绕机控制系统软件的核心,流程框图见图5所示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
Fig5 Program Flow Block for winding by layer
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图5 层绕程序流程图
WWW_PLCJS@_COM%-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4 结 论
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
本文作者创新点:采用角度控制的自动排线器使得焊丝层绕的张力均匀,换向平稳,设备运行倒车率低,焊丝质量大大提高。通过若干工程的应用表明,角度传感器检测准确且灵敏度高,直线单元滞后角跟踪稳定、换向准确,极大提高系统的稳定性、可靠性。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
参考文献:
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
1 王树梅,张东亮. 基于C8051 F005 的焊丝层绕机控制系统[J>. 测控技术,2006,25(6):77~78
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
2 方天红, 龚民. 全自动绕线机单片机控制系统的设计与开发[J>. 沈阳工业学院学报, 2004, 23 (3): 36-37
WWW_P※LCJS_CO※M-PLC-技-.术_网
plcjs.技.术_网
3 于克龙,绕线机排线机构的运动分析与控制[J>.机械制造与自动化, 2005,34(3):102~103
WWW_PL※CJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
4 于静,一种新型数字式角度传感器的研究[J>.微计算机信息,2007,1-1:163-165
WWW_P※LCJS_COM-PLC-)技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行