基于S7-200PLC的物流控制实验装置的组态
日期:2008-5-8 23:50:15 来源:《PLC&FA》
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
组态软件提供了解决实际工程问题的完整方案和开发平台,能够完成现场数据采集、实时和历史数据处理、报警和安全机制等功能,本文中采用操作方便、可视性好、可维护性强、高性能和高可靠性的组态王6.5[1],用于物流控制项目,使物流调度的控制层面得到了在线的实时监控,为物流控制提供了一种优化的解决方案。
2 物流实验控制装置
2.1 物流控制装置介绍
项目的硬件平台是上海新奥托实业有限公司的生产的efat/lc-i型物流控制实验系统。项目主要有以下几个部分组成: 辊道输送机、四自由度机械手、全自动堆垛机和立体仓库。所有设备都安装在2m×3m的实验平台上。
(1)辊道输送机。本系统中共设计两条辊道输送机,进货与出货可根据需要来设计程序进行自由组态。其传动系统采用交流变频调速方式分别由二台西门子420变频器控制,可进行正反转控制。具体每条辊道是用于进库或出库由用户设置。
(2)四自由度机械手。四自由度机械手用于辊道、货台间货物的连接,为圆柱型,可实现x轴伸缩、z轴升降、臂腕回转功能。驱动采用步进电机,夹爪采用气动方式。
(3)全自动堆垛机。一台全自动堆垛机、一个基道、二排货架(4层×6列)和二个出货台、构成一个全自动立体仓库。全自动堆垛机其实质为一台三自由度机械手,升降和行走采用步进电机控制,货叉采用直流电机控制。
(4)检测设备。实验平台还安装有电子称(安装于货台)、颜色传感器、铁/非铁识别传感器、条码读入器、位置光电传感器等检测设备,用于监视系统的运行状态。电子称和条码读入器通过rs232通讯口与pc连接,其它传感器均通过安装在现场控制柜内的变送单元与plc连接。
2.2 物流控制装置控制工艺
具体的数据传输过程工艺:入货时,先在用户端货物入库处输入操作所必需的信息,提交服务器批准。服务器同意后,进行输送动作,在输送开始时由颜色传感器、铁/非铁传感器、条码扫描仪对进行动作的货物进行检测,向服务器提交测量信息。再由传感器对货物进行监督,当货物快到达输送机末尾时,传感器向控制器发出信号,控制器紧接着向机械手发出动作指令。机械手在控制器的作用下,将货物取走,然后安全放置在货台,并向控制器发出信号。堆垛机通过限位开关的控制作用,把货物送达指定的货位。在堆垛机搬送完毕时,传感器向服务器发出到达通知,服务器即把此动作的名称、日期、客户端序号等记入数据库,并对在库数据进行修改、保存。同样,出货时,用户先向服务器出库处输入货物的位置信息,经过堆垛机的正确寻址,取得货物后,交于货台,同时向控制器发出信号,紧接着控制器向机械手发出动作指令。快到辊道时,向控制器发出信号,协调辊道的正常运行。最后对相关的信息做出记录保存,并打印报表,整个流程如图1所示。
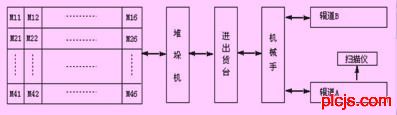
图1 物流实验装置图
3 系统的控制方案
采用了主控计算机与siemens公司的simatic s7系列的plc[2]构成profibus现场控制网,对于整个物流实验装置的控制,计划采用现场设备—控制器—监控软件的控制方式,即现场操作层,中间控制层,综合管理层的三级模式,如图2所示。
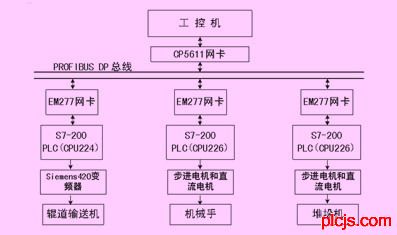
图2 系统框架结构图
4 系统设计
4.1 电气原理
在综合考虑s7-200的扩展模块,电源,最大i/o配置,通讯和网络功能后,决定采用一台cpu224(点数为14输入/10输出)控制辊道输送机,两台cpu226(点数为24输入/16输出)分别控制机械手和堆垛机。辊道输送机是采用一台cpu224外加一块ai扩展模块来控制,机械手考虑到多自由度的需求采用一台cpu226来控制,堆垛机采用一台cpu226控制。需要说明的是,物流装置的三个部分是独立运行的,但是彼此之间是需要严密的时序逻辑的,如辊道输送机的货物抵达辊道的尾部时,机械手就必须作出相应的动作,或者机械后的货物放下后,堆垛机就应该开始查找判断该货物应该放置货架的位置,而机械部件动作是需要一定的时间的,机械手动作的滞后时间是2s,做监控的时候必须加以注意,由于三个部分的plc连接图是类似的,下面列出了机械手的plc控制系统电气原理图。
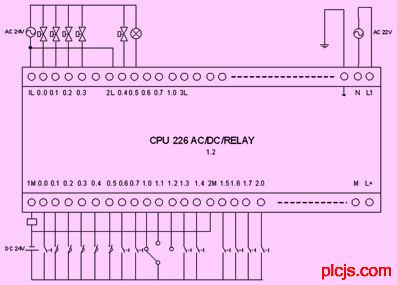
图3 控制系统输入/输出电气原理图——机械手
4.2 s7-200 plc编程
对应的各自的逻辑图后,有三种方法可以对plc编程,用得较多的是梯形图语言(lad),指令表(stl),和顺序功能流程图(sfc)。在本文中,采用在v4.0 step 7 microwin sp4中使用lad对各个plc进行编程。与图3对应的机械手操作lad图如图4所示。
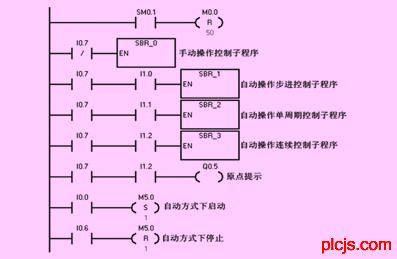
图4 机械手控制梯形图
4.3 组态软件的设计
组态王6.5是国产组态软件中成熟的组态工具,由亚控科技发展有限公司出品。启动组态王后,建立一个物流控制的工程,点击com1选择siemens的s7-200plc的i/o设备,然后设置通信,一般有两种方式:pc/ppi电缆,连接pg/pc的串行通信口和cpu通信;pg/pc上安装cp卡,通过mpi电缆连接cpu通信口,本文采用后一种通信方式。
然后在数据字典里分别根据plc的i/o来设置必要的数据变量,由于组态王6.5是商业软件,数据字典里可用的数据变量数也是受限的,根据需要来选择合适的版本。
点击画面来设计组态画面,组态工具功能最强大的特点是能将上位机的画面,通过通信,来实时展现设备动态,从而来实现监控。
以辊道输送机为例,进入文件夹里的画面选项,制作辊道输送机的主画面。主要的动画有辊道的进货、出货,正/反转,货物的连续运送和速度调节。画面上装有起/制动按钮和手动/自动按钮,还有三个画面之间的切换按钮,可以方便的在三个画面之间方便的切换,状态显示指出了颜色传感器、铁磁传感器、扫描仪和多个位置传感器的实时状态。如图5所示。
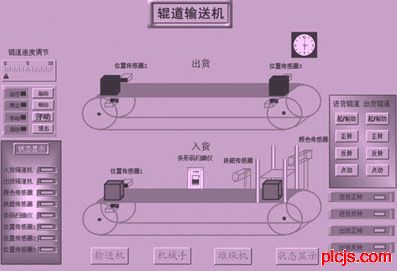
图5 辊道输送机主画面
类似的,同样建立了机械手和堆垛机的主画面。机械手的动作拆分为几个部分,分别为取货,旋转臂和放货。三个画面依次动作,来完成一个完整的机械手控制。画面设置了起/制动按钮,手动/自动按钮,状态显示指出了当前处于的工作状态。堆垛机的组态较为复杂,大体上分为进货和出货两个方面。进货时,堆垛机先得到关于左右货架的相关信息(货位是否满/左或右货架),货物经堆垛机从货台水平叉起,在水平限位开关的控制下沿x轴作水平移动寻址;到达相应的x值后,在垂直限位开关的控制下沿y轴作垂直寻址,在到达正确位置后,在入库认址开关的作用下,将货物放在指定货架。出货的过程与此相反。
在完成画面组态后,还进行的了实时数据库和历史数据库的设计,实时数据库中的取得的数据采用经验模型分析后决定是否产生预警信号,提醒操作人员,历史数据库中的数据则定期打印以作为整个系统运行检验数据。由于系统考虑到将来的扩展,预留了一些接口,以提供二次开发,延长系统生命周期和减少二次开发成本。
5 结束语
本文针对实际项目中的一整套的物流控制装置,采用plc加外扩模块和cp网卡的形式组成现场总线,以提高系统运行的可靠性和稳定性,使用组态王针对系统进行的实时在线监控,可以实现实时监控和一定程度的预警,提供历史数据报表,并可针对将来的需求进展扩展。
1 引言
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
组态软件提供了解决实际工程问题的完整方案和开发平台,能够完成现场数据采集、实时和历史数据处理、报警和安全机制等功能,本文中采用操作方便、可视性好、可维护性强、高性能和高可靠性的组态王6.5[1],用于物流控制项目,使物流调度的控制层面得到了在线的实时监控,为物流控制提供了一种优化的解决方案。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
2 物流实验控制装置
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2.1 物流控制装置介绍
WWW_PLCJS@_COM%-PLC-技.术_网
项目的硬件平台是上海新奥托实业有限公司的生产的efat/lc-i型物流控制实验系统。项目主要有以下几个部分组成: 辊道输送机、四自由度机械手、全自动堆垛机和立体仓库。所有设备都安装在2m×3m的实验平台上。
WWW_PLC※JS_COM-PmLC-技.术_网
(1)辊道输送机。本系统中共设计两条辊道输送机,进货与出货可根据需要来设计程序进行自由组态。其传动系统采用交流变频调速方式分别由二台西门子420变频器控制,可进行正反转控制。具体每条辊道是用于进库或出库由用户设置。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2)四自由度机械手。四自由度机械手用于辊道、货台间货物的连接,为圆柱型,可实现x轴伸缩、z轴升降、臂腕回转功能。驱动采用步进电机,夹爪采用气动方式。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(3)全自动堆垛机。一台全自动堆垛机、一个基道、二排货架(4层×6列)和二个出货台、构成一个全自动立体仓库。全自动堆垛机其实质为一台三自由度机械手,升降和行走采用步进电机控制,货叉采用直流电机控制。
W1WW_P4LCJS_COM-PLC-技.术_网
(4)检测设备。实验平台还安装有电子称(安装于货台)、颜色传感器、铁/非铁识别传感器、条码读入器、位置光电传感器等检测设备,用于监视系统的运行状态。电子称和条码读入器通过rs232通讯口与pc连接,其它传感器均通过安装在现场控制柜内的变送单元与plc连接。
W1WW_P4LCJS_COM-PLC-技.术_网
2.2 物流控制装置控制工艺
WW.W_PLCJS_COM-PLC-技.术_网
具体的数据传输过程工艺:入货时,先在用户端货物入库处输入操作所必需的信息,提交服务器批准。服务器同意后,进行输送动作,在输送开始时由颜色传感器、铁/非铁传感器、条码扫描仪对进行动作的货物进行检测,向服务器提交测量信息。再由传感器对货物进行监督,当货物快到达输送机末尾时,传感器向控制器发出信号,控制器紧接着向机械手发出动作指令。机械手在控制器的作用下,将货物取走,然后安全放置在货台,并向控制器发出信号。堆垛机通过限位开关的控制作用,把货物送达指定的货位。在堆垛机搬送完毕时,传感器向服务器发出到达通知,服务器即把此动作的名称、日期、客户端序号等记入数据库,并对在库数据进行修改、保存。同样,出货时,用户先向服务器出库处输入货物的位置信息,经过堆垛机的正确寻址,取得货物后,交于货台,同时向控制器发出信号,紧接着控制器向机械手发出动作指令。快到辊道时,向控制器发出信号,协调辊道的正常运行。最后对相关的信息做出记录保存,并打印报表,整个流程如图1所示。
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
图1 物流实验装置图
plcjs.技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
3 系统的控制方案
——可——编——程——控-制-器-技——术——门——户
采用了主控计算机与siemens公司的simatic s7系列的plc[2]构成profibus现场控制网,对于整个物流实验装置的控制,计划采用现场设备—控制器—监控软件的控制方式,即现场操作层,中间控制层,综合管理层的三级模式,如图2所示。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图2 系统框架结构图
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
4 系统设计
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
4.1 电气原理
W1WW_P4LCJS_COM-PLC-技.术_网
在综合考虑s7-200的扩展模块,电源,最大i/o配置,通讯和网络功能后,决定采用一台cpu224(点数为14输入/10输出)控制辊道输送机,两台cpu226(点数为24输入/16输出)分别控制机械手和堆垛机。辊道输送机是采用一台cpu224外加一块ai扩展模块来控制,机械手考虑到多自由度的需求采用一台cpu226来控制,堆垛机采用一台cpu226控制。需要说明的是,物流装置的三个部分是独立运行的,但是彼此之间是需要严密的时序逻辑的,如辊道输送机的货物抵达辊道的尾部时,机械手就必须作出相应的动作,或者机械后的货物放下后,堆垛机就应该开始查找判断该货物应该放置货架的位置,而机械部件动作是需要一定的时间的,机械手动作的滞后时间是2s,做监控的时候必须加以注意,由于三个部分的plc连接图是类似的,下面列出了机械手的plc控制系统电气原理图。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
plcjs.技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图3 控制系统输入/输出电气原理图——机械手
WWW_P※LCJS_COM-PLC-)技.术_网
4.2 s7-200 plc编程
P.L.C.技.术.网——可编程控制器技术门户
对应的各自的逻辑图后,有三种方法可以对plc编程,用得较多的是梯形图语言(lad),指令表(stl),和顺序功能流程图(sfc)。在本文中,采用在v4.0 step 7 microwin sp4中使用lad对各个plc进行编程。与图3对应的机械手操作lad图如图4所示。
P.L.C.技.术.网——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图4 机械手控制梯形图
——可——编——程——控-制-器-技——术——门——户
4.3 组态软件的设计
W1WW_P4LCJS_COM-PLC-技.术_网
组态王6.5是国产组态软件中成熟的组态工具,由亚控科技发展有限公司出品。启动组态王后,建立一个物流控制的工程,点击com1选择siemens的s7-200plc的i/o设备,然后设置通信,一般有两种方式:pc/ppi电缆,连接pg/pc的串行通信口和cpu通信;pg/pc上安装cp卡,通过mpi电缆连接cpu通信口,本文采用后一种通信方式。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
然后在数据字典里分别根据plc的i/o来设置必要的数据变量,由于组态王6.5是商业软件,数据字典里可用的数据变量数也是受限的,根据需要来选择合适的版本。
WW.W_PLCJS_COM-PLC-技.术_网
点击画面来设计组态画面,组态工具功能最强大的特点是能将上位机的画面,通过通信,来实时展现设备动态,从而来实现监控。
——可——编——程——控-制-器-技——术——门——户
以辊道输送机为例,进入文件夹里的画面选项,制作辊道输送机的主画面。主要的动画有辊道的进货、出货,正/反转,货物的连续运送和速度调节。画面上装有起/制动按钮和手动/自动按钮,还有三个画面之间的切换按钮,可以方便的在三个画面之间方便的切换,状态显示指出了颜色传感器、铁磁传感器、扫描仪和多个位置传感器的实时状态。如图5所示。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图5 辊道输送机主画面
WWW_P※LCJS_CO※M-PLC-技-.术_网
类似的,同样建立了机械手和堆垛机的主画面。机械手的动作拆分为几个部分,分别为取货,旋转臂和放货。三个画面依次动作,来完成一个完整的机械手控制。画面设置了起/制动按钮,手动/自动按钮,状态显示指出了当前处于的工作状态。堆垛机的组态较为复杂,大体上分为进货和出货两个方面。进货时,堆垛机先得到关于左右货架的相关信息(货位是否满/左或右货架),货物经堆垛机从货台水平叉起,在水平限位开关的控制下沿x轴作水平移动寻址;到达相应的x值后,在垂直限位开关的控制下沿y轴作垂直寻址,在到达正确位置后,在入库认址开关的作用下,将货物放在指定货架。出货的过程与此相反。
WWW_PLCJS@_COM%-PLC-技.术_网
在完成画面组态后,还进行的了实时数据库和历史数据库的设计,实时数据库中的取得的数据采用经验模型分析后决定是否产生预警信号,提醒操作人员,历史数据库中的数据则定期打印以作为整个系统运行检验数据。由于系统考虑到将来的扩展,预留了一些接口,以提供二次开发,延长系统生命周期和减少二次开发成本。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
5 结束语
plcjs.技.术_网
本文针对实际项目中的一整套的物流控制装置,采用plc加外扩模块和cp网卡的形式组成现场总线,以提高系统运行的可靠性和稳定性,使用组态王针对系统进行的实时在线监控,可以实现实时监控和一定程度的预警,提供历史数据报表,并可针对将来的需求进展扩展。
本新闻共2页,当前在第1页1 2
WWW_PLC※JS_COM-PmLC-技.术_网
上一篇: 机器人技术在包装工程中的应用研究下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行