PLC在水下电弧控制系统中的应用
日期:2008-4-12 18:21:50 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要:以西门子S7-200系列PLC控制器为核心,介绍了水下电弧控制系统的工作原理,给出了控制系统的整体方案设计,并给出了主要的程序控制流程。该系统已经成功应用于生产,并且取得满意效果。
关键词:S7-200;PLC;水下电弧;控制系统
1 引言
水下电弧有着广泛的用途,其中应用之一水下制取"电弧气"。制造电弧气的一个关键要素就是保持电弧电压的稳定,使电弧能在水下稳定放电。大电流(1000 A,DC)、大功率(50 kW)水下电弧放电本身是一个复杂的过程,电弧度短,具有非线性、变数、不易稳定等特点。试验表明采用PFC-PID串级控制策略的水下电弧控制系统的动态品质明显优于采用传统PID控制的系统,具有较强的鲁棒性和抗干扰能力。
大多数PID控制都是基于单片机进行,但单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,而PLC在方面却是公认的最佳选择。随着PLC功能的扩充,许多PLC控制器中都集成了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的。经过认真的市场调研和技术准备,笔者使用了目前
比较先进的PLC技术开发控制系统,对现场各种生产过程信号进行采集.监测、计量。从实际应用的效果来看,该系统具有性价比高、可维护性强、性能稳定等优点。
2 系统的工作原理
在水下电弧控制系统中,电弧放电在反应器中完成,气体由此产生。电极控制装置连续地将碳棒电极送入反应器中并维持电极电弧的稳定,从而保持电弧电压和电流的恒定,使得产气成分稳定且产气效率提高。水下电弧控制系统示意图如图l所示。
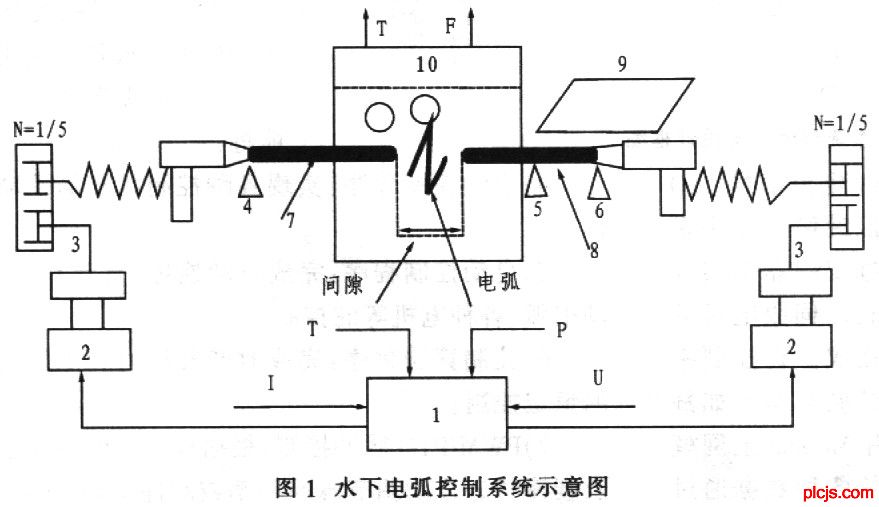
1.控制器,2.伺服放大器,3.220 W交流伺服电动机,4.进退限位开关,5.碳棒检测开关,6.前进限位开关,7.阴极碳棒,8.阳极碳棒,9.下棒控制电磁阀,10.反应堆,T.反应罐温度,P.反应罐压力,U.电弧电压,I.电弧电流。
碳棒的进退是通过伺服电机经传动作用来实现控制的。控制器通过不断检测T、P、U、I值的大小及各开关量的状态来控制电机的转速,通过动丝杆传动作用推动碳棒前进,当碳棒前进速度同碳棒燃烧速度一致时,可认为弧长基本不变,从而实现整个电弧的电压电流恒定控制。
由于阴极碳棒相对阳极碳棒燃烧速度较慢,在工艺设计时,将阴极碳棒与推进导杆连为一体,由伺服电机控制该碳棒的进退,其换棒工序需工手动完成;阳极碳棒则与推进导轩相分离,导杆只可往前推进碳棒,而不能控制其后退,通过位置检测开关检测碳棒是否推进到位,以决定是否进人自动换棒工序。在进行换棒时,电机控制阴极导杆快速后退,同时另一电机控制阳极碳棒自动跟进,以免断弧。
3 S7-200系列PLC的特点
S7-200为西门子公司生产的SIMATIC系列小型PLC,无论是独立运行,还是相连成网络,皆能实现复杂控制功能,适用于各行各业、各种场合中的检测、监测及控制的自动化。此次选用的CPU226有如下特点:24输入、16输出共40个数字量I/O点,可连接7个扩展模块,最大扩展至248路数字量I/O点或35路模拟量I/O点;13 KB程序和数据存储空间;6个独立的30 kHz高速计数器,2路独立的20 kHz高速脉冲输出,具有比例、积分、微分(PID)控制器;2个RS485通信-编程口,具有PPI通信协议、MPI通信协议和自由方式通信能力;I/O端子排可很容易地整体拆卸。自由通信是S7-200系列PLC的一大特色。它使S7-200系列PLC可以与任何通信协议公开的设备、控制器进行通信,即可以由用户自己定义通信协议(如ASCⅡ协议)。波特率最高为38.4 kbit/s(可调整)。因此可以通信的范围大大增加,控制系统配置也更加灵活、方便。
4 控制系统方案设计
如图2所示,本控制系统的现场控制部分选用了S7-200 Micro PLC CPU226 DC/DC/DC型和SIMATIC TP 270型触摸式面板作为基层控制部分。PLC与触摸屏间的通讯通过RS-485串行总线完成。PLC控制器本机系统通过其扩展模块主要完成5方面功能:DI(开关量输入)、DO(开关量输出)、AI(模拟量输入)、AO(模拟量输出)、通讯。其中DI口用于检测开关状态(如液位开关、接近开关、光电开关等);DO口用于高速脉冲的发送、变频器的开停控制、各电机的开停控制、电磁阀的控制等。AI用于模拟量的采样,现场模拟量主要包括反映罐温度、压力、电弧的电压电流等,从现场传送到AI模块的信号为4 mA~20 mA电流信号。AO则根据现场采集到的信号调节模拟量输出大小来控制变频器频率的高低,进而通过变频器来实现对循环泵和气体压缩泵的速度控制。伺服电机的控制则通过告诉脉冲输出控制来完成。在控制柜内部预留出
plcjs.技.术_网
摘要:以西门子S7-200系列PLC控制器为核心,介绍了水下电弧控制系统的工作原理,给出了控制系统的整体方案设计,并给出了主要的程序控制流程。该系统已经成功应用于生产,并且取得满意效果。
P.L.C.技.术.网——可编程控制器技术门户
关键词:S7-200;PLC;水下电弧;控制系统
WWW_P※LCJS_CO※M-PLC-技-.术_网
1 引言
WWW.PLCJS.COM——可编程控制器技术门户
水下电弧有着广泛的用途,其中应用之一水下制取"电弧气"。制造电弧气的一个关键要素就是保持电弧电压的稳定,使电弧能在水下稳定放电。大电流(1000 A,DC)、大功率(50 kW)水下电弧放电本身是一个复杂的过程,电弧度短,具有非线性、变数、不易稳定等特点。试验表明采用PFC-PID串级控制策略的水下电弧控制系统的动态品质明显优于采用传统PID控制的系统,具有较强的鲁棒性和抗干扰能力。
P.L.C.技.术.网——可编程控制器技术门户
大多数PID控制都是基于单片机进行,但单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,而PLC在方面却是公认的最佳选择。随着PLC功能的扩充,许多PLC控制器中都集成了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的。经过认真的市场调研和技术准备,笔者使用了目前
WWW_P※LCJS_CO※M-PLC-技-.术_网
2 系统的工作原理
plcjs.技.术_网
在水下电弧控制系统中,电弧放电在反应器中完成,气体由此产生。电极控制装置连续地将碳棒电极送入反应器中并维持电极电弧的稳定,从而保持电弧电压和电流的恒定,使得产气成分稳定且产气效率提高。水下电弧控制系统示意图如图l所示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
1.控制器,2.伺服放大器,3.220 W交流伺服电动机,4.进退限位开关,5.碳棒检测开关,6.前进限位开关,7.阴极碳棒,8.阳极碳棒,9.下棒控制电磁阀,10.反应堆,T.反应罐温度,P.反应罐压力,U.电弧电压,I.电弧电流。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
碳棒的进退是通过伺服电机经传动作用来实现控制的。控制器通过不断检测T、P、U、I值的大小及各开关量的状态来控制电机的转速,通过动丝杆传动作用推动碳棒前进,当碳棒前进速度同碳棒燃烧速度一致时,可认为弧长基本不变,从而实现整个电弧的电压电流恒定控制。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
由于阴极碳棒相对阳极碳棒燃烧速度较慢,在工艺设计时,将阴极碳棒与推进导杆连为一体,由伺服电机控制该碳棒的进退,其换棒工序需工手动完成;阳极碳棒则与推进导轩相分离,导杆只可往前推进碳棒,而不能控制其后退,通过位置检测开关检测碳棒是否推进到位,以决定是否进人自动换棒工序。在进行换棒时,电机控制阴极导杆快速后退,同时另一电机控制阳极碳棒自动跟进,以免断弧。
WWcW_PLCJS_COM-PLC-技.术_网
3 S7-200系列PLC的特点
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
S7-200为西门子公司生产的SIMATIC系列小型PLC,无论是独立运行,还是相连成网络,皆能实现复杂控制功能,适用于各行各业、各种场合中的检测、监测及控制的自动化。此次选用的CPU226有如下特点:24输入、16输出共40个数字量I/O点,可连接7个扩展模块,最大扩展至248路数字量I/O点或35路模拟量I/O点;13 KB程序和数据存储空间;6个独立的30 kHz高速计数器,2路独立的20 kHz高速脉冲输出,具有比例、积分、微分(PID)控制器;2个RS485通信-编程口,具有PPI通信协议、MPI通信协议和自由方式通信能力;I/O端子排可很容易地整体拆卸。自由通信是S7-200系列PLC的一大特色。它使S7-200系列PLC可以与任何通信协议公开的设备、控制器进行通信,即可以由用户自己定义通信协议(如ASCⅡ协议)。波特率最高为38.4 kbit/s(可调整)。因此可以通信的范围大大增加,控制系统配置也更加灵活、方便。
WWW_PL※CJS_COM-PLC-技.术_网
4 控制系统方案设计
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
如图2所示,本控制系统的现场控制部分选用了S7-200 Micro PLC CPU226 DC/DC/DC型和SIMATIC TP 270型触摸式面板作为基层控制部分。PLC与触摸屏间的通讯通过RS-485串行总线完成。PLC控制器本机系统通过其扩展模块主要完成5方面功能:DI(开关量输入)、DO(开关量输出)、AI(模拟量输入)、AO(模拟量输出)、通讯。其中DI口用于检测开关状态(如液位开关、接近开关、光电开关等);DO口用于高速脉冲的发送、变频器的开停控制、各电机的开停控制、电磁阀的控制等。AI用于模拟量的采样,现场模拟量主要包括反映罐温度、压力、电弧的电压电流等,从现场传送到AI模块的信号为4 mA~20 mA电流信号。AO则根据现场采集到的信号调节模拟量输出大小来控制变频器频率的高低,进而通过变频器来实现对循环泵和气体压缩泵的速度控制。伺服电机的控制则通过告诉脉冲输出控制来完成。在控制柜内部预留出
上一篇: 众山科技GPRS电力抄表应用方案下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行