石油二次加工中催化裂化系统的自动监控
日期:2008-12-15 23:28:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1 引言
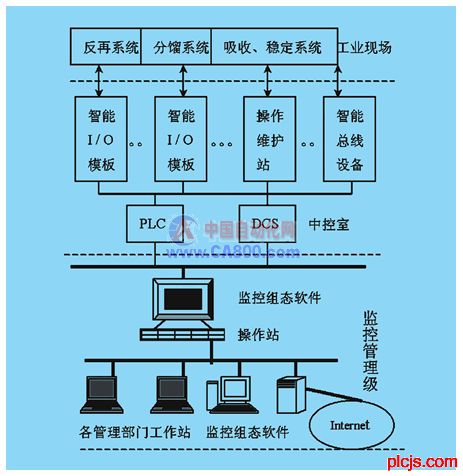
催化裂化过程是石油二次加工过程中最重要的一环,实现整个过程的自动监控和管理可以极大地提高企业自动化水平、降低生产成本、增加经济效益。本催化裂化系统利用北京三维力控科技有限公司的力控○R组态软件进行二次开发,系统组成结构原理图如图1所示。
2 监控要求及对象流程简介
系统的监控对象为反应再生、分馏和吸收稳定三大部分。反应再生系统主要任务是把直馏蜡油和其他加工方法所得的重质油料在一定的温度下靠催化剂的作用,使原料油经过一系列化学反应裂解成轻质产品。分馏系统则利用各组份挥发度的不同把从沉降器出来的混合油气分离为粗汽油、柴油和富气等其他产品。吸收稳定系统将粗汽油和压缩富气进一步分离为干气、液化气和稳定汽油。
监控满足以下要求:
(1) 信号采集和数据预处理
采集标准信号;对来自工业现场的非标准信号数据通过组态软件进行转换、预处理和运算。
(2) 动态显示
将工艺流程通过组态软件真实地反映在动态立体流程图上,显示各测量点的参数变化趋势,并使画面具有实时、动态效果。
(3) 监控操作
完成各工位的参数设定,并对温度、液位、流量和压力进行自动监测,实现部分阀门的自动开启、关闭和流量操作控制。
(4) 操作画面
在操作画面上可查询各工位点的温度、液位、流量等实时和历史数据,并可按要求设定和打印出实时报表和历史报表。
(5) 系统扩展与第三方软件的结合
实现与专家系统开发工具CLIPS及MATLAB的集成,以实现一些常规控制不易完成的先进控制。
3 系统硬件配置
由一台以上的工控机组成的以太局域网,并配21英寸监视器以及报表和事件打印机等其他设备。为提高系统冗余性,配置两台与下位机通讯的I/O服务器,一台为主服务器,另一台为热备服务器。
网络服务器的操作系统为Windows NT Server 2000,在此完成管理级功能,如局域网的管理任务、形成管理部门所需数据的记录报表、统计报表等。系统通过此服务器与企业Intranet及Internet相连,以实现与其他系统的信息交互。
4 系统软件组态
此部分完成监控系统与操作人员间的交互界面,是实现对整个系统的监视、控制、调度和管理的核心与关键。
人机界面分为两部分:用于日常监视、系统参数设置的主界面和用于非日常监视信息、各种报表、趋势图及帮助信息或完成各工艺流程操作的子界面。同时对工艺参数、设备运行参数通过一览表的形式来汇总。系统组态的过程实质是把组态显示界面上的按钮、报警以及生产趋势图形等与现场执行设备或仪表建立对应连接,使操作员在操作站通过系统组态画面上相应地控制对象实现对现场的执行设备和仪表所进行操作和监视的过程。
4.1 反再系统组态
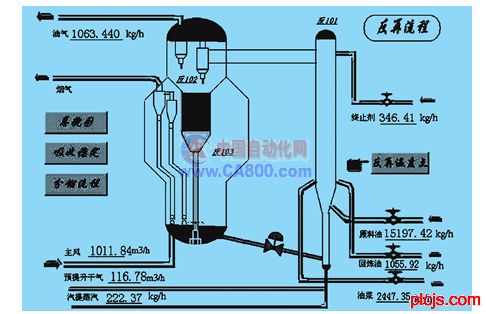
首先完成系统工艺流程,除了动态显示一些关键工位的工作状态外,如阀门的开度等,还显示其他重要工艺参数,如原料油进料量等。其主画面如图2所示。
反再系统涉及三大平衡:物料平衡、热量平衡和压力平衡。这三大平衡是整个装置进行正常生产的基础。因此要对其中的各关键工位给出各自的控制与监视界面,以对其温度、流量、压力分别进行监控。其中反应温度是控制反应深度、产品分布及产品性质的重要参数。而温度的保证和维持主要是通过调节催化剂流量,即调节再生单动滑阀开度来实现。对单动滑阀的开度可通过手动或自动调节实现。反应压力则通过控制气压机输出气压实现控制的。
4.2 分馏系统组态
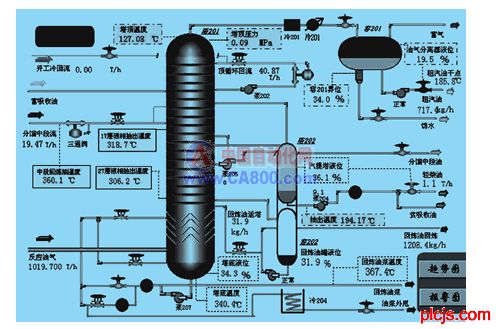
分馏系统的首要原则是控制好各段回流和温度,稳住各处液面,合理调整热平衡,实现平稳操作。因此在组态时要重点监控各段回流温度、流量。其组态主画面如图3所示。
对分馏塔底液位、塔底循环油浆流量和容201(油气分离器)液位实行串级控制,分馏塔顶温度采用模糊控制,以保证粗汽油干点的质量。当运行过程出现故障时,系统自动报警并将出现故障的时间、类型、报警级别等参数记录下来,如图4所示。
4.3 吸收稳定系统组态
该部分完成吸收稳定总览图、报警图和数据表。数据表由温度、压力、流量、液位和气压状态等组成。与其他系统一样,每天的运行情况都能自动汇总,形成报表如下图5所示。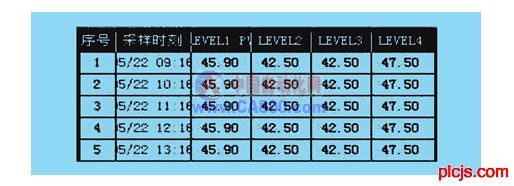
4.4 控制策略
(1) 常规控制
对系统中的常规控制采用组态软件力控控制策略生成器中的控制算法功能块来实现,如PID功能块,如图6所示。
控制器根据设定值(SV)和过程测量值(PV)的偏差完成PID(比例积分微分)算法,其中OP为PID输出,控制回路可以采用三种控制方法:手动(MAN)、自动(AUT)和串级(CAS)。
当回路处于MAN状态时,SV具有自动跟踪PV功能,以便从MAN切换到AUT状态时,确保切换是无扰动的。在串级控制回路中,当下一级回路处于AUT状态时,上一级控制回路具有下一级控制回路SV自动跟踪功能,以便当下一级控制回路从AUT切换到CAS时,转换过程也是无扰动的。其中PID参数的设置和整定在属性框中实现。
(2) 模糊控制
采用模糊控制以求解决常规控制方法控制效果不理想的场合。将先进控制和优化控制通过控件编程接口与实时数据库相连,实现组态软件的第三方软件融合, 控制器属性如图7所示。

模糊化模块将一个精确的输入变量通过定义在其论域上的隶属度函数计算出其属于各模糊集合的隶属度,并将其转化成为一个模糊变量。以偏差为例其论域上定义了{负大,负中,负小,零,正小,正中,正大}七个模糊子集f(Zi)。隶属度函数采用三角形函数。知识库包含了具体应用领域中的知识和所要求的控制目标,由数据库和模糊控制规则库组成。模糊规则推理由一系列的"IF …THEN…"型的模糊条件语句构成。.精确化采用最大隶属度法:利用加权平均法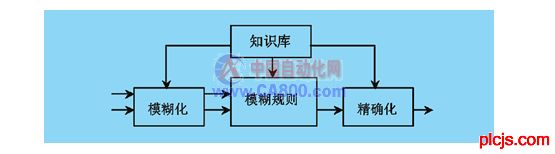
或查表法,控制器结构如如图8所示。
(3) 关键设备故障诊断专家系统
催化裂化设备是炼油厂的核心效益设备,工艺装置复杂,操作条件繁多。据统计由各种故障引起的非计划停工,占效益流失的70%以上。因此 ,研究如何预防和减少设备与工艺操作故障引发的非计划停工有重要的现实意义。运用本组态力控软件的DBCOM接口,将由CLIPS软件所开发的故障诊断专家系统也作为第三方软件嵌入到组态软件中。
专家系统根据现场监测数据,利用知识库中的规则、程序和模型对监测数据进行分析和推理,寻找和判断这些故障趋势,并能较快的诊断出问题,进行信息提示、险情预报或报警,并提前采取正确措施以防止故障的发生,从而减小经济损失。
我们应用嵌入了第三方软件方法对组态软件系统进行二次开发的自动监控系统已在实际生产中进行了测试,目前在催化裂化生产中监控系统主要通过监视气压机、主分机、取热器等关键设备及各系统的运行工况来实现对催化裂化的故障诊断,并取得了良好的实验效果。
4.5 班组核算及网络通讯
计算机控制系统应用的普及使得管控一体化的实现成为可能,利用数据采集系统得到的生产数据直接参与核算,消除了繁琐的人工计算过程和工作强度,提高了管理水平,实现了远程监控与管理功能。目前国内普遍采用的经济管理方式是班组核算制。它把实际生产中的有关参数取出来,然后按企业确定的核算公式进行计算,从而得到班组一定时间内的经济效益及各岗位的费用支出,用户可以根据需要定时打印班组核算表,并利用数据库把相关参数保存起来,也可以通过WEB服务器上传。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
催化裂化过程是石油二次加工过程中最重要的一环,实现整个过程的自动监控和管理可以极大地提高企业自动化水平、降低生产成本、增加经济效益。本催化裂化系统利用北京三维力控科技有限公司的力控○R组态软件进行二次开发,系统组成结构原理图如图1所示。
WWW_P※LCJS_COM-PLC-)技.术_网
2 监控要求及对象流程简介
WWW_PLC※JS_COM-PmLC-技.术_网
系统的监控对象为反应再生、分馏和吸收稳定三大部分。反应再生系统主要任务是把直馏蜡油和其他加工方法所得的重质油料在一定的温度下靠催化剂的作用,使原料油经过一系列化学反应裂解成轻质产品。分馏系统则利用各组份挥发度的不同把从沉降器出来的混合油气分离为粗汽油、柴油和富气等其他产品。吸收稳定系统将粗汽油和压缩富气进一步分离为干气、液化气和稳定汽油。
WWW_PLCJS_COM-PLC-技.术_网
监控满足以下要求:
WWW_P※LCJS_COM-PLC-)技.术_网
(1) 信号采集和数据预处理
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
采集标准信号;对来自工业现场的非标准信号数据通过组态软件进行转换、预处理和运算。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(2) 动态显示
WWW_PLCJS@_COM%-PLC-技.术_网
将工艺流程通过组态软件真实地反映在动态立体流程图上,显示各测量点的参数变化趋势,并使画面具有实时、动态效果。
WWW_PLCJS@_COM%-PLC-技.术_网
(3) 监控操作
WW.W_PLC※JS_C,OM-PL,C-技.术_网
完成各工位的参数设定,并对温度、液位、流量和压力进行自动监测,实现部分阀门的自动开启、关闭和流量操作控制。
P.L.C.技.术.网——可编程控制器技术门户
(4) 操作画面
WWW_PLCJS@_COM%-PLC-技.术_网
在操作画面上可查询各工位点的温度、液位、流量等实时和历史数据,并可按要求设定和打印出实时报表和历史报表。
P.L.C.技.术.网——可编程控制器技术门户
(5) 系统扩展与第三方软件的结合
WWW.PLCJS.COM——可编程控制器技术门户
实现与专家系统开发工具CLIPS及MATLAB的集成,以实现一些常规控制不易完成的先进控制。
W1WW_P4LCJS_COM-PLC-技.术_网
3 系统硬件配置
——可——编——程——控-制-器-技——术——门——户
由一台以上的工控机组成的以太局域网,并配21英寸监视器以及报表和事件打印机等其他设备。为提高系统冗余性,配置两台与下位机通讯的I/O服务器,一台为主服务器,另一台为热备服务器。
WWcW_PLCJS_COM-PLC-技.术_网
网络服务器的操作系统为Windows NT Server 2000,在此完成管理级功能,如局域网的管理任务、形成管理部门所需数据的记录报表、统计报表等。系统通过此服务器与企业Intranet及Internet相连,以实现与其他系统的信息交互。
WWW.PLCJS.COM——可编程控制器技术门户
4 系统软件组态
WW.W_PLC※JS_C,OM-PL,C-技.术_网
此部分完成监控系统与操作人员间的交互界面,是实现对整个系统的监视、控制、调度和管理的核心与关键。
WWW_P※LCJS_CO※M-PLC-技-.术_网
人机界面分为两部分:用于日常监视、系统参数设置的主界面和用于非日常监视信息、各种报表、趋势图及帮助信息或完成各工艺流程操作的子界面。同时对工艺参数、设备运行参数通过一览表的形式来汇总。系统组态的过程实质是把组态显示界面上的按钮、报警以及生产趋势图形等与现场执行设备或仪表建立对应连接,使操作员在操作站通过系统组态画面上相应地控制对象实现对现场的执行设备和仪表所进行操作和监视的过程。
WWW_PLCJS@_COM%-PLC-技.术_网
4.1 反再系统组态
W1WW_P4LCJS_COM-PLC-技.术_网
首先完成系统工艺流程,除了动态显示一些关键工位的工作状态外,如阀门的开度等,还显示其他重要工艺参数,如原料油进料量等。其主画面如图2所示。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
反再系统涉及三大平衡:物料平衡、热量平衡和压力平衡。这三大平衡是整个装置进行正常生产的基础。因此要对其中的各关键工位给出各自的控制与监视界面,以对其温度、流量、压力分别进行监控。其中反应温度是控制反应深度、产品分布及产品性质的重要参数。而温度的保证和维持主要是通过调节催化剂流量,即调节再生单动滑阀开度来实现。对单动滑阀的开度可通过手动或自动调节实现。反应压力则通过控制气压机输出气压实现控制的。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4.2 分馏系统组态
plcjs.技.术_网
分馏系统的首要原则是控制好各段回流和温度,稳住各处液面,合理调整热平衡,实现平稳操作。因此在组态时要重点监控各段回流温度、流量。其组态主画面如图3所示。
WWW_PLCJS@_COM%-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
对分馏塔底液位、塔底循环油浆流量和容201(油气分离器)液位实行串级控制,分馏塔顶温度采用模糊控制,以保证粗汽油干点的质量。当运行过程出现故障时,系统自动报警并将出现故障的时间、类型、报警级别等参数记录下来,如图4所示。
plcjs.技.术_网
4.3 吸收稳定系统组态
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
该部分完成吸收稳定总览图、报警图和数据表。数据表由温度、压力、流量、液位和气压状态等组成。与其他系统一样,每天的运行情况都能自动汇总,形成报表如下图5所示。
WW.W_PLCJS_COM-PLC-技.术_网
4.4 控制策略
WWW_PLC※JS_COM-PmLC-技.术_网
(1) 常规控制
WWW_P※LCJS_COM-PLC-)技.术_网
对系统中的常规控制采用组态软件力控控制策略生成器中的控制算法功能块来实现,如PID功能块,如图6所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
控制器根据设定值(SV)和过程测量值(PV)的偏差完成PID(比例积分微分)算法,其中OP为PID输出,控制回路可以采用三种控制方法:手动(MAN)、自动(AUT)和串级(CAS)。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
当回路处于MAN状态时,SV具有自动跟踪PV功能,以便从MAN切换到AUT状态时,确保切换是无扰动的。在串级控制回路中,当下一级回路处于AUT状态时,上一级控制回路具有下一级控制回路SV自动跟踪功能,以便当下一级控制回路从AUT切换到CAS时,转换过程也是无扰动的。其中PID参数的设置和整定在属性框中实现。
WW.W_PLCJS_COM-PLC-技.术_网
(2) 模糊控制
WWcW_PLCJS_COM-PLC-技.术_网
采用模糊控制以求解决常规控制方法控制效果不理想的场合。将先进控制和优化控制通过控件编程接口与实时数据库相连,实现组态软件的第三方软件融合, 控制器属性如图7所示。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
模糊化模块将一个精确的输入变量通过定义在其论域上的隶属度函数计算出其属于各模糊集合的隶属度,并将其转化成为一个模糊变量。以偏差为例其论域上定义了{负大,负中,负小,零,正小,正中,正大}七个模糊子集f(Zi)。隶属度函数采用三角形函数。知识库包含了具体应用领域中的知识和所要求的控制目标,由数据库和模糊控制规则库组成。模糊规则推理由一系列的"IF …THEN…"型的模糊条件语句构成。.精确化采用最大隶属度法:利用加权平均法
WWW.PLCJS.COM——可编程控制器技术门户
或查表法,控制器结构如如图8所示。
WWW_PLCJS@_COM%-PLC-技.术_网
(3) 关键设备故障诊断专家系统
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
催化裂化设备是炼油厂的核心效益设备,工艺装置复杂,操作条件繁多。据统计由各种故障引起的非计划停工,占效益流失的70%以上。因此 ,研究如何预防和减少设备与工艺操作故障引发的非计划停工有重要的现实意义。运用本组态力控软件的DBCOM接口,将由CLIPS软件所开发的故障诊断专家系统也作为第三方软件嵌入到组态软件中。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
专家系统根据现场监测数据,利用知识库中的规则、程序和模型对监测数据进行分析和推理,寻找和判断这些故障趋势,并能较快的诊断出问题,进行信息提示、险情预报或报警,并提前采取正确措施以防止故障的发生,从而减小经济损失。
WWW.PLCJS.COM——可编程控制器技术门户
我们应用嵌入了第三方软件方法对组态软件系统进行二次开发的自动监控系统已在实际生产中进行了测试,目前在催化裂化生产中监控系统主要通过监视气压机、主分机、取热器等关键设备及各系统的运行工况来实现对催化裂化的故障诊断,并取得了良好的实验效果。
P.L.C.技.术.网——可编程控制器技术门户
4.5 班组核算及网络通讯
WWW_P※LCJS_COM-PLC-)技.术_网
计算机控制系统应用的普及使得管控一体化的实现成为可能,利用数据采集系统得到的生产数据直接参与核算,消除了繁琐的人工计算过程和工作强度,提高了管理水平,实现了远程监控与管理功能。目前国内普遍采用的经济管理方式是班组核算制。它把实际生产中的有关参数取出来,然后按企业确定的核算公式进行计算,从而得到班组一定时间内的经济效益及各岗位的费用支出,用户可以根据需要定时打印班组核算表,并利用数据库把相关参数保存起来,也可以通过WEB服务器上传。
本新闻共2页,当前在第1页1 2
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: 自动监控技术在安塞油田联合站的应用及评价下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行