SIEMENS自动化产品在煤矿主井提升信号及自动装卸载系统中的应用
日期:2009-6-14 23:13:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
一、 项目简介
1.顾桥煤矿是淮南矿业集团实施“建大矿、办大电、做资本”发展战略,建设煤电一体化新型能源基地而首批开工建设的核心工程,建设规模年产1000万吨,是亚洲开采规模最大的矿井,被誉为“亚洲第一井架”。西门子控制系统应用后,业主认为明显降低了设备故障率、简化了操作、减轻了工人劳动强度、提高了生产运行的安全可靠性、最大限度地缩减装卸载的时间,达到了提高产量,实现增效的目的。
2.顾桥矿井主井深800米,井筒直径为7.5米。主井架高78.6米,重854吨,装备2套32吨箕斗,年最大提升能力1440万吨.井下每套装载系统对应三个40米原煤仓,仓下有六台给煤机,一条宽1.4米长60米的装载胶带机,胶带机对应一个32吨的定量斗,定量斗下有定量斗闸门和装煤分配器及舌板。卸载采用曲轨卸载方式。
3.整个系统使用315-2DP CPU模板 3个,PS307 电源模板 3个,32点DI 7个,32点DO 7个,8CH AI 2个,OLM 光纤链路模块 3个,CP5611 1个,WINCC RC1024 1套,CP342-5通讯模块 1个,CP343-1以太网模板 1个,MiniRanger Plus200 双点料位仪表 1个,XPS-15探头 2个,SITRANS LU02双点料位计 1个,XLT-60探头2个,SIWAREX U 称重模块 2个,CC-100T称重传感器 4个。
4.矿区图片

二、 控制系统构成
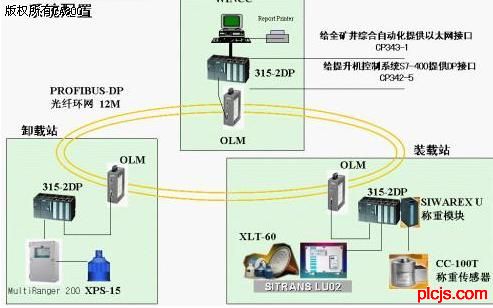
1. 系统结构图
2. 系统软硬件配置
·在提升机房设S7-300 PLC主站,在卸载站设S7-300 PLC分站,在井下装载设S7-300 PLC分站。
·S7-300 PLC CPU 采用315-2DP ,主站和分站之间通过OLM组成PROFIBUS-DP工业光纤环网。
·提升机房还设上位机,通过CP5611与提升机房S7-300 PLC主站的MPI口连接,组态软件采用WINCC。
·提升机房S7-300 PLC主站的通讯模板CP342-5与提升机主PLC S7-400组成PROFIBUS-DP,通讯模板CP343-1提供给全矿井综合自动化以太网接口。
·在卸载煤仓和装载煤仓分别使用SIEMENS MiniRanger Plus短量程物位计和SITRANS LU长量程物位计。
·在井下定量仓采用CC系列柱式称重传感器及SIWAREX U 多功能的称重模块。
·在三个PLC站还设置DI 数字量输入模板、DO 数字量输出模板、及AI模拟量输入模板。
3. 软硬件选型依据:
·遵循“五高”建设方针,即高起点、高技术、高质量、高效率、高效益,突出效益优先;
·技术先进,可靠性高,扩展与升级容易,具有故障自诊断功能,做到够用、适用、好用、易扩展;
·网络通讯功能强大,易于与其它系统集成。
设备层选用SIEMENS 的超声波料位机,非接触式技术减少维护 、易于安装:使用可移动的红外编程器易于编程 、带背光的液晶显示器显示标准工程单位读数 。称重模块经过系统的集成,明显降低费用。增加精度及可靠性,系统更换无需重新标定,模块称重故障报警容易记录和监测。精度:0.05%具有65535分度分辨率 、无需调节重量能进行理论的调节 。
控制层选用S7-300 PLC 315-2DP通过OLM组成PROFIBUS-DP工业光纤环网。12M 的通信速率和可靠的通信质量、灵活的拓扑结构以及冗余的通信模型 、强大的通信功能,支持基于总线的驱动技术和符合IEC61508 的总线安全通信技术,是整个系统安全可靠运行的保证。
信息层选用SIEMENS工业以太网及WINCC组态软件,利用工业以太网,SIMATIC NET 提供了一个无缝集成到新的多媒体世界的途径,工业以太网技术上与IEEE802.3/802.3u兼容,使用ISO和TCP/IP 通讯协议。WinCC集生产自动化和过程自动化于一体,实现了相互之间的整合。
4. 方案比较:
与第一代继电器和集成电路同类产品和第二代PLC加传统简易传感器及进口的装卸载系统相比,此系统具有以下优势:
·整个系统有机的完美结合,所有数据信息均可通过软件分析及网络传输,是一套真正的全数字,全集成的系统。
·系统采用现场总线通讯的方式,减少了现场的布线。
·减少了系统的投资,增加了设备所带来的经济效益。
·缩短了系统现场的调试时间。
·增加了系统的安全性,可靠性,稳定性,先进性。
·给现场的工程师维护带来了极大的方便,减少了设备后期的服务。
三、 控制系统完成的功能:
1. 主要功能特点
☆ 主井提升信号及自动装卸载各自具有自动、手动、手动解锁三种工件方式,点动方式用于装卸载的调试和检修。信号在检修状态只有慢车信号。
☆ 自动装载定量、定容、定时保护及显示。
☆故障自动报警功能,及传感器的故障自诊断。
☆ 提升次数记忆功能和提升信号的断电记忆功能。
☆ 有工业光纤环网冗余通讯功能。
☆ 上、下井口信号间的闭锁功能、检测箕斗的装卸载位置异常功能
☆ 防止二次装载保护功能。
☆ 主井提升信号及自动装卸载有上位机系统、能监测各个设备的运行状态、故障记忆查询、产量的累计及报表、空载、满载、超载的标定,及定量斗假余煤的校零功能。
☆ 与绞车控制回路的闭锁功能、及PROFIBUS-DP软件通讯回路闭锁。
☆ 有联络呼叫功能。
☆ 有井上下煤仓煤位的连续实时监测功能。
☆ 有与全矿井综合自动化的以太网接口。
☆ 系统有供电电源的绝缘监测与电压监测功能。
☆ 有箕斗的卸载状态监视功能,检测箕斗是否卸空。
☆ 有对装载皮带的温度、烟雾、跑偏、堆煤、断带及拉线急停的保护功能。
☆ 有对动力负荷的保护上位机监测功能,如缺相,短路,堵转,过载,相不平衡,漏电等故障进行监测保护。
☆ 整个系统的通过网络访问维护功能。
2. 系统工作流程图与系统工作原理
系统工作流程图
◇ 井下信号、装载系统自动方式:以A箕斗为例,B箕斗与其操作相同。
*注:按装载急停按钮,可使装载站设备在任何状态下停止输出。按下信号急停可使提升机在任何状态下停止运行,信号闭锁在箕斗到位状态下按下,可防止提升机启动。
自动装载的顺序是:箕斗到位后,箕斗到位传感器自动发出停车信号,定量斗闸门打开,装载控制台显示屏上的闸门开灯亮。定量斗开始向箕斗装煤,等到显示屏上“定量斗满载”LED显示熄灭, “定量斗空载”LED显示点亮,,PLC自动关闭闸门。等到显示屏上的闸门灯亮,信号自动发出,(使皮带向定量斗装煤)同时启动皮带机,再经过一段时间延时,等到皮带机正常运转后,启动给煤机开始向定量斗装煤,此时称重显示瞬时值,等到显示屏上出现“满载”LED 显示,自动停止给煤机,皮带机运转,为下一勾提升作准备。当装载过程中出现特殊情况时,可按下装载部分的急停按钮,整个装载部分设备将全部停止工作,等到故障处理完后再进行工作。
3. 系统中的控制难点:
·整个系统中三个站PLC通讯控制的连贯性,因为整个装卸载系统的每个循环周期必须达到设计时的23秒钟内,所以系统在软件上,PLC间的通讯及称重的实时运算必须紧密的结合,各个控制部分必须全集成,否则提升周期很难保证,无法保证设计提升产量。
WW.W_PLCJS_COM-PLC-技.术_网
一、 项目简介
WWW.PLCJS.COM——可编程控制器技术门户
1.顾桥煤矿是淮南矿业集团实施“建大矿、办大电、做资本”发展战略,建设煤电一体化新型能源基地而首批开工建设的核心工程,建设规模年产1000万吨,是亚洲开采规模最大的矿井,被誉为“亚洲第一井架”。西门子控制系统应用后,业主认为明显降低了设备故障率、简化了操作、减轻了工人劳动强度、提高了生产运行的安全可靠性、最大限度地缩减装卸载的时间,达到了提高产量,实现增效的目的。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2.顾桥矿井主井深800米,井筒直径为7.5米。主井架高78.6米,重854吨,装备2套32吨箕斗,年最大提升能力1440万吨.井下每套装载系统对应三个40米原煤仓,仓下有六台给煤机,一条宽1.4米长60米的装载胶带机,胶带机对应一个32吨的定量斗,定量斗下有定量斗闸门和装煤分配器及舌板。卸载采用曲轨卸载方式。
WWW_PLC※JS_COM-PmLC-技.术_网
3.整个系统使用315-2DP CPU模板 3个,PS307 电源模板 3个,32点DI 7个,32点DO 7个,8CH AI 2个,OLM 光纤链路模块 3个,CP5611 1个,WINCC RC1024 1套,CP342-5通讯模块 1个,CP343-1以太网模板 1个,MiniRanger Plus200 双点料位仪表 1个,XPS-15探头 2个,SITRANS LU02双点料位计 1个,XLT-60探头2个,SIWAREX U 称重模块 2个,CC-100T称重传感器 4个。
WWW.PLCJS.COM——可编程控制器技术门户
4.矿区图片
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
二、 控制系统构成
WWcW_PLCJS_COM-PLC-技.术_网
1. 系统结构图
——可——编——程——控-制-器-技——术——门——户
——可——编——程——控-制-器-技——术——门——户
2. 系统软硬件配置
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
·在提升机房设S7-300 PLC主站,在卸载站设S7-300 PLC分站,在井下装载设S7-300 PLC分站。
WWW_P※LCJS_COM-PLC-)技.术_网
·S7-300 PLC CPU 采用315-2DP ,主站和分站之间通过OLM组成PROFIBUS-DP工业光纤环网。
——可——编——程——控-制-器-技——术——门——户
·提升机房还设上位机,通过CP5611与提升机房S7-300 PLC主站的MPI口连接,组态软件采用WINCC。
WWW_P※LCJS_COM-PLC-)技.术_网
·提升机房S7-300 PLC主站的通讯模板CP342-5与提升机主PLC S7-400组成PROFIBUS-DP,通讯模板CP343-1提供给全矿井综合自动化以太网接口。
WWW_P※LCJS_CO※M-PLC-技-.术_网
·在卸载煤仓和装载煤仓分别使用SIEMENS MiniRanger Plus短量程物位计和SITRANS LU长量程物位计。
plcjs.技.术_网
·在井下定量仓采用CC系列柱式称重传感器及SIWAREX U 多功能的称重模块。
WWW_PLCJS_COM-PLC-技.术_网
·在三个PLC站还设置DI 数字量输入模板、DO 数字量输出模板、及AI模拟量输入模板。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3. 软硬件选型依据:
WWW_P※LCJS_CO※M-PLC-技-.术_网
·遵循“五高”建设方针,即高起点、高技术、高质量、高效率、高效益,突出效益优先;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
·技术先进,可靠性高,扩展与升级容易,具有故障自诊断功能,做到够用、适用、好用、易扩展;
WWW_PL※CJS_COM-PLC-技.术_网
·网络通讯功能强大,易于与其它系统集成。
——可——编——程——控-制-器-技——术——门——户
设备层选用SIEMENS 的超声波料位机,非接触式技术减少维护 、易于安装:使用可移动的红外编程器易于编程 、带背光的液晶显示器显示标准工程单位读数 。称重模块经过系统的集成,明显降低费用。增加精度及可靠性,系统更换无需重新标定,模块称重故障报警容易记录和监测。精度:0.05%具有65535分度分辨率 、无需调节重量能进行理论的调节 。
plcjs.技.术_网
控制层选用S7-300 PLC 315-2DP通过OLM组成PROFIBUS-DP工业光纤环网。12M 的通信速率和可靠的通信质量、灵活的拓扑结构以及冗余的通信模型 、强大的通信功能,支持基于总线的驱动技术和符合IEC61508 的总线安全通信技术,是整个系统安全可靠运行的保证。
P.L.C.技.术.网——可编程控制器技术门户
信息层选用SIEMENS工业以太网及WINCC组态软件,利用工业以太网,SIMATIC NET 提供了一个无缝集成到新的多媒体世界的途径,工业以太网技术上与IEEE802.3/802.3u兼容,使用ISO和TCP/IP 通讯协议。WinCC集生产自动化和过程自动化于一体,实现了相互之间的整合。
WWW_PLC※JS_COM-PmLC-技.术_网
4. 方案比较:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
与第一代继电器和集成电路同类产品和第二代PLC加传统简易传感器及进口的装卸载系统相比,此系统具有以下优势:
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
·整个系统有机的完美结合,所有数据信息均可通过软件分析及网络传输,是一套真正的全数字,全集成的系统。
——可——编——程——控-制-器-技——术——门——户
·系统采用现场总线通讯的方式,减少了现场的布线。
WWW_P※LCJS_COM-PLC-)技.术_网
·减少了系统的投资,增加了设备所带来的经济效益。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
·缩短了系统现场的调试时间。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
·增加了系统的安全性,可靠性,稳定性,先进性。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
·给现场的工程师维护带来了极大的方便,减少了设备后期的服务。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
三、 控制系统完成的功能:
WWW.PLCJS.COM——可编程控制器技术门户
1. 主要功能特点
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
☆ 主井提升信号及自动装卸载各自具有自动、手动、手动解锁三种工件方式,点动方式用于装卸载的调试和检修。信号在检修状态只有慢车信号。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
☆ 自动装载定量、定容、定时保护及显示。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
☆故障自动报警功能,及传感器的故障自诊断。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
☆ 提升次数记忆功能和提升信号的断电记忆功能。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
☆ 有工业光纤环网冗余通讯功能。
W1WW_P4LCJS_COM-PLC-技.术_网
☆ 上、下井口信号间的闭锁功能、检测箕斗的装卸载位置异常功能
WWW_P※LCJS_CO※M-PLC-技-.术_网
☆ 防止二次装载保护功能。
——可——编——程——控-制-器-技——术——门——户
☆ 主井提升信号及自动装卸载有上位机系统、能监测各个设备的运行状态、故障记忆查询、产量的累计及报表、空载、满载、超载的标定,及定量斗假余煤的校零功能。
WWW_PLCJS@_COM%-PLC-技.术_网
☆ 与绞车控制回路的闭锁功能、及PROFIBUS-DP软件通讯回路闭锁。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
☆ 有联络呼叫功能。
WWW_P※LCJS_CO※M-PLC-技-.术_网
☆ 有井上下煤仓煤位的连续实时监测功能。
WWW_P※LCJS_COM-PLC-)技.术_网
☆ 有与全矿井综合自动化的以太网接口。
WWW.PLCJS.COM——可编程控制器技术门户
☆ 系统有供电电源的绝缘监测与电压监测功能。
WWW_PL※CJS_COM-PLC-技.术_网
☆ 有箕斗的卸载状态监视功能,检测箕斗是否卸空。
WWW_PL※CJS_COM-PLC-技.术_网
☆ 有对装载皮带的温度、烟雾、跑偏、堆煤、断带及拉线急停的保护功能。
WWW_PLC※JS_COM-PmLC-技.术_网
☆ 有对动力负荷的保护上位机监测功能,如缺相,短路,堵转,过载,相不平衡,漏电等故障进行监测保护。
WWcW_PLCJS_COM-PLC-技.术_网
☆ 整个系统的通过网络访问维护功能。
——可——编——程——控-制-器-技——术——门——户
2. 系统工作流程图与系统工作原理
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
系统工作流程图
——可——编——程——控-制-器-技——术——门——户
◇ 井下信号、装载系统自动方式:以A箕斗为例,B箕斗与其操作相同。
WWW_PLCJS_COM-PLC-技.术_网
*注:按装载急停按钮,可使装载站设备在任何状态下停止输出。按下信号急停可使提升机在任何状态下停止运行,信号闭锁在箕斗到位状态下按下,可防止提升机启动。
P.L.C.技.术.网——可编程控制器技术门户
自动装载的顺序是:箕斗到位后,箕斗到位传感器自动发出停车信号,定量斗闸门打开,装载控制台显示屏上的闸门开灯亮。定量斗开始向箕斗装煤,等到显示屏上“定量斗满载”LED显示熄灭, “定量斗空载”LED显示点亮,,PLC自动关闭闸门。等到显示屏上的闸门灯亮,信号自动发出,(使皮带向定量斗装煤)同时启动皮带机,再经过一段时间延时,等到皮带机正常运转后,启动给煤机开始向定量斗装煤,此时称重显示瞬时值,等到显示屏上出现“满载”LED 显示,自动停止给煤机,皮带机运转,为下一勾提升作准备。当装载过程中出现特殊情况时,可按下装载部分的急停按钮,整个装载部分设备将全部停止工作,等到故障处理完后再进行工作。
P.L.C.技.术.网——可编程控制器技术门户
3. 系统中的控制难点:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
·整个系统中三个站PLC通讯控制的连贯性,因为整个装卸载系统的每个循环周期必须达到设计时的23秒钟内,所以系统在软件上,PLC间的通讯及称重的实时运算必须紧密的结合,各个控制部分必须全集成,否则提升周期很难保证,无法保证设计提升产量。
本新闻共2页,当前在第1页1 2
WWW_PLC※JS_COM-PmLC-技.术_网
上一篇: TwidoPLC在冶金行业的应用下一篇: GE9070PLC在热轧板厂2号加热炉中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行