典型实例1:某钢铁厂宽厚板火焰切割生产线
日期:2009-12-14 16:09:58 点击:
来源:中国自动化网
作者:
来源:中国自动化网
作者:
点击【 大 中 小 】放大字体.
项目简介
钢铁行业流程长、环节多、工艺复杂,自动化技术应用十分广泛,由于其应用的特殊性,对自动化产品的要求也异常苛刻。该钢厂是中国最具竞争力的钢铁企业,年产钢能力2000万吨左右,赢利水平居世界领先地位,产品畅销国内外市场,其企业管理水平和生产自动化水平与国际先进企业水平接近。
随着国民经济和国内造船业的发展,用户对各种宽厚板材和特殊合金的热处理板材的需求越来越高,宝钢宽厚板厂就是在这样背景下成立的。宽厚板火切系统可以用于各种超宽、超厚以及厚度变化、特殊合金的冷热钢板的切割,切割后的板材可以作为各种船舶制造的甲板用板材。
系统设计的特点
■切割精度高。在长达8×50米的生产线上,最大可切割产品5×25米,最大厚度达300mm,要求切割后产品尺寸误差不大于1mm。
■功能强大。其独有的废边切割、双工位多机头切割等功能为本系统所独创。
■带温钢板切割。根据资料计算,长20米500摄氏度的钢板冷却至常温后,其长度方向将缩小多大25毫米,本系统独有的温度检测和补偿算法可以控制系统随时调整切割路径,从而保证了在热切割的情况下冷却后的产品满足产品精度要求、
■工序复杂。
主要工序有:扫描钢板轮廓、产品套料、切割路径优化、自动切割控制、冲打出厂标记、任务上报等。
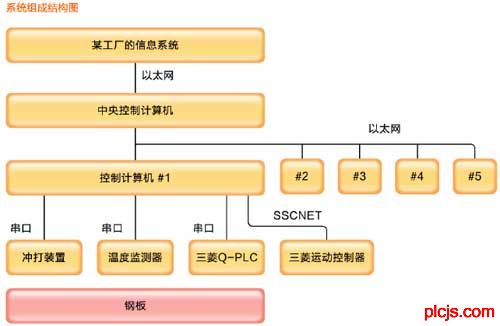
■通信设备众多。共有三菱运动控制器、三菱QPLC、温度测量、冲打设备等四种通信设备,全部采用串口通信方式,运动控制器分别控制14个轴。
系统主要功能如下
■接收上层L3系统根据用户订货要求下传的切割指令经解析后转换成相应的切割逻辑。
■自动扫描钢板的装载位置和实际尺寸,并自动化拟合钢板外围轮廓。
■根据扫描结果和下传产品尺寸要求进行套料,并将套料结果反馈给操作者,支持多种产品排版方式,根据不同的排版方式选用不同的排版算法。
■使用三菱的运动控制器可以控制多个机头同时切割以提高生产效率。
■切割中可自动将切割产生的废边切断以满足废料传送线的需求。
■切割中可以实时检测钢板温度,并根据钢板温度自动进行切割补偿以使钢板冷却后的尺寸满足用户订货要求。
■可以控制在切割后的产品上冲打产品号、公司徽标、出厂日期、检验结果等文字和图形信息。
■切割完成后,可自动向L3上位系统传送切割完成信息,包括未切割产品、为冲打产品及其原因等。
■可以根据操作者的指令移动机组和个机头,移动方式有点动、连续、定长等多种方式。
该钢厂宽度板火焰切割机系统自2005年4月交付宝钢使用以来,5个火切机组在现场每天24小时不分昼夜运行,应用至今,系统运行稳定,未出现任何问题,得到客户的一致好评。尤其是在系统交付初期系统调试期间,由于宽度板厂的剪切机系统出现故障,不能投入运行,大量生产任务积压到火切机系统完成,本系统的优良表现保证了生产任务的及时完成,从而赢得了用户的信赖。用户对该系统丰富的功能以及系统的稳定可靠性给予了极高的评价。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
钢铁行业流程长、环节多、工艺复杂,自动化技术应用十分广泛,由于其应用的特殊性,对自动化产品的要求也异常苛刻。该钢厂是中国最具竞争力的钢铁企业,年产钢能力2000万吨左右,赢利水平居世界领先地位,产品畅销国内外市场,其企业管理水平和生产自动化水平与国际先进企业水平接近。
WWW_P※LCJS_CO※M-PLC-技-.术_网
随着国民经济和国内造船业的发展,用户对各种宽厚板材和特殊合金的热处理板材的需求越来越高,宝钢宽厚板厂就是在这样背景下成立的。宽厚板火切系统可以用于各种超宽、超厚以及厚度变化、特殊合金的冷热钢板的切割,切割后的板材可以作为各种船舶制造的甲板用板材。
WWW_P※LCJS_COM-PLC-)技.术_网
系统设计的特点
P.L.C.技.术.网——可编程控制器技术门户
■切割精度高。在长达8×50米的生产线上,最大可切割产品5×25米,最大厚度达300mm,要求切割后产品尺寸误差不大于1mm。
WWW_P※LCJS_CO※M-PLC-技-.术_网
■功能强大。其独有的废边切割、双工位多机头切割等功能为本系统所独创。
WWW_P※LCJS_COM-PLC-)技.术_网
■带温钢板切割。根据资料计算,长20米500摄氏度的钢板冷却至常温后,其长度方向将缩小多大25毫米,本系统独有的温度检测和补偿算法可以控制系统随时调整切割路径,从而保证了在热切割的情况下冷却后的产品满足产品精度要求、
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
■工序复杂。
plcjs.技.术_网
主要工序有:扫描钢板轮廓、产品套料、切割路径优化、自动切割控制、冲打出厂标记、任务上报等。
WWW_PLCJS_COM-PLC-技.术_网
■通信设备众多。共有三菱运动控制器、三菱QPLC、温度测量、冲打设备等四种通信设备,全部采用串口通信方式,运动控制器分别控制14个轴。
WWW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
系统主要功能如下
WWW_PLCJS_COM-PLC-技.术_网
■接收上层L3系统根据用户订货要求下传的切割指令经解析后转换成相应的切割逻辑。
WWW.PLCJS.COM——可编程控制器技术门户
■自动扫描钢板的装载位置和实际尺寸,并自动化拟合钢板外围轮廓。
WWcW_PLCJS_COM-PLC-技.术_网
■根据扫描结果和下传产品尺寸要求进行套料,并将套料结果反馈给操作者,支持多种产品排版方式,根据不同的排版方式选用不同的排版算法。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
■使用三菱的运动控制器可以控制多个机头同时切割以提高生产效率。
WWW_PLC※JS_COM-PmLC-技.术_网
■切割中可自动将切割产生的废边切断以满足废料传送线的需求。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
■切割中可以实时检测钢板温度,并根据钢板温度自动进行切割补偿以使钢板冷却后的尺寸满足用户订货要求。
WWW_PL※CJS_COM-PLC-技.术_网
■可以控制在切割后的产品上冲打产品号、公司徽标、出厂日期、检验结果等文字和图形信息。
W1WW_P4LCJS_COM-PLC-技.术_网
■切割完成后,可自动向L3上位系统传送切割完成信息,包括未切割产品、为冲打产品及其原因等。
P.L.C.技.术.网——可编程控制器技术门户
■可以根据操作者的指令移动机组和个机头,移动方式有点动、连续、定长等多种方式。
WWW_PLCJS_COM-PLC-技.术_网
该钢厂宽度板火焰切割机系统自2005年4月交付宝钢使用以来,5个火切机组在现场每天24小时不分昼夜运行,应用至今,系统运行稳定,未出现任何问题,得到客户的一致好评。尤其是在系统交付初期系统调试期间,由于宽度板厂的剪切机系统出现故障,不能投入运行,大量生产任务积压到火切机系统完成,本系统的优良表现保证了生产任务的及时完成,从而赢得了用户的信赖。用户对该系统丰富的功能以及系统的稳定可靠性给予了极高的评价。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
上一篇: 和利时LM矿用模块成功应用于煤炭行业下一篇: 时光伺服控制器在高位出钢机中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行