连铸、轧机生产线实现热送热装自动控制
日期:2008-9-26 17:01:47 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
莱芜钢铁集团有限公司(简称莱钢)新建一条中型轧机生产线,主要产品为H型钢、工字钢、角钢、槽钢、矿∪钢等,年产钢50万t。主体设备由日本新日铁公司提供,自动化系统采用日本东芝公司T3HPLC。配套建成一条三流矩形连铸坯生产线(4#连铸),可生产230mm×230mm、230mm×350mm、275mm×380mm三种规格的钢坯,主体设备由莱钢自行制造。采用两级控制,基础控制采用美国AB公司PLC,两个车间相距不到80m,属典型的短流程热送热装生产线。
1 工艺流程简介
莱钢中型型钢厂加热炉用于加热4#连铸机的连铸坯,实现了坯料的热装、冷装及热缓冲功能,其中热装比例可达85%。加热炉为步进式,其生产能力最大为130t/h,使用燃料为高、焦炉混合煤气,分6段加热。其设备布置如图1所示。
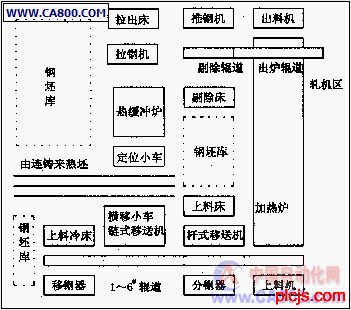
图1 设备布置图
2 控制系统配置
4#连铸机与中型加热炉热送热装的自动控制系统采用二级计算机控制,即过程自动化级和基础自动化级。系统配置简图如图2所示。
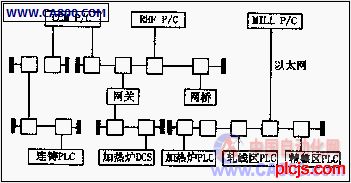
图2 系统配置简图
CCM P/C为4#连铸过程级计算机,采用美国康柏公司的PROLIANT2000,操作系统为Windows NT Server4.0,应用程序由Visual Basic(5.0版)语言开发,数据库系统为SQL Server6.5。
RHF P/C为中型加热炉过程计算机,主要完成加热炉的燃烧控制。它采用DECALPHASTATION255为主机,操作系统为OPEN VMS。
MILL P/C为中型型钢轧机过程级主机,采用日本东芝公司的G8045,操作系统为OS/V,应用程序由C语言开发,操作站为工控机FA3100,操作系统为Windows NT4.0,监控软件采用VB5.0。
精整区PLC、轧线区PLC、加热炉PLC、加热炉DCS、以及连铸PLC为中型及4#连铸基础自动化级控制子系统。
3 控制系统功能
3.1 过程级系统功能
CCM P/C,RHF P/C,MILL P/C作为过程自动化级计算机,利用网络通讯技术、软件技术,主要完成数据通信、产品订单管理、物料跟踪管理、报表打印、优化控制、模型控制、质量判断、人机接口、钢坯库管理等功能,从而实现整个生产线及生产调度的全自动管理。
3.1.1 数据通讯
MILL P/C与其它过程机和PLC系统的通信是通过带有TCP/IP协议的以太网(基于IEEE802.3标准)来实现的。其主要的通讯功能有:
(1)向CCM P/C(连铸过程机)发送钢坯请求信息(包括批号、钢种、钢坯尺寸、计划钢坯长度、计划钢坯重量、该批次的钢坯支数、产品尺寸代码、生产率等信息)、钢坯称重信息(用以钢坯重量修正)以及轧制线停机信息;接受CCM P/C传送的实际钢坯信息(包括年、月、炉号、钢坯序列号、铸流号、钢种、 钢坯尺寸、热送信号、钢坯下线位置等信息)以及连铸机停机信息。
(2)向FCE P/C(加热炉过程机)发送钢坯信息、轧制线停机信息以及煤气消耗量请求信息;接受FCE P/C传送的钢坯出炉温度以及煤气消耗量。
(3)向标牌压印机发送需要压印的公用信息(例如批号、钢种、产品尺寸、产品长度、每捆的产品数量、日期、捆材序列号)以及产品的重量信息;接受标牌压印机的应答信息。
(4)向PLC系统发送预设数据;接受PLC系统的跟踪数据以及采集数据。
3.1.2 产品订单管理
产品订单数据用于MILL P/C上每一批次的产品轧制,MILL P/C可存储最多10个批次的数据。产品订单数据主要包括批号、钢种、钢坯尺寸、计划轧制钢坯长度、计划轧制钢坯重量、该批次中钢坯数量、产品尺寸代码、计划轧制的轧件长度、热锯分段长度(头半段和尾半段)、切头锯切头长度、热锯切头长度、用户产品长度、允许的最小产品长度、允许的最大产品长度、码垛列数、码垛层次、该批次中打捆数量、总的产品重量、角钢码垛式样。产品订单管理的主要功能有订单数据的输入、修改、调序、删除、显示以及发送订单数据给CCM P/C。
MILL P/C将热装的产品订单数据发送给CCM P/C后,连铸的生产组织人员根据该产品订单数据进行组织生产。产品订单数据可以进行输入、修改、调序、删除、显示等操作,但是,一旦连铸组织生产后或在2#上料辊道或热缓冲炉上料台架产生跟踪信息后,该产品订单数据将不允许再进行修改、调序、删除等操作。一旦某一个批次在2#上料辊道或热缓冲炉上料台架产生跟踪信息后,也就意味着该批次的上一个批次的产品订单上料的终结,即不允许再上上一个批次的钢坯。
3.1.3 物料跟踪管理
MILL P/C根据实际的机械设备位置,划分了47个跟踪区域,用以保持和存放轧制线上每一支钢坯、轧件或成品的物理位置,并根据其所处的位置激活相应的处理进程或任务。跟踪的目标在炉区称为“钢坯”,在粗轧机轧制后称为“轧件”,在冷锯锯切后称为“成品”。区域跟踪的过程是通过以太网从基础自动化级系统PLC传送的信号来实现的。
连铸的PLC和过程机对其铸坯进行物料跟踪。当热坯到达加热炉的2#上料辊道或热缓冲炉的上料台架时,加热炉的PLC就会将检测到热坯的信号传送到连铸的PLC,连铸的过程计算机从连铸的PLC接受到该信号后,就会将该热坯的跟踪信息传送给中型过程计算机,由此在2#上料辊道或热缓冲炉的上料台架上产生该热坯的跟踪信息,从而实现热送热装的物料跟踪。
3.1.4 人机接口MMI
主要有4类MMI画面:(1)跟踪显示及修正画面,可自动更新。(2)操作员数据输入画面。(3)预设数据表管理画面,主要指粗轧孔型表、精轧孔型表以及附属设备数据设定表。(4)坯库、成品库管理及轧辊管理画面。
当连铸的过程计算机和中型过程计算机的通讯出现问题时,加热炉的操作工可以从中型过程计算机的操作站的MMI上输入热坯的跟踪信息,从而也可以实现热送热装。
3.1.5 钢坯库管理
为了进行坯库管理,本系统将坯库划分为99个区域,每一区域被称为“库地址”,并赋予一个唯一的地址名,从而管理每一库地址内的钢坯信息。在MILL P/C内,库地址的信息包括钢坯数量、钢种、钢坯尺寸、钢坯长度(第一支钢坯的长度)、钢坯重量(第一支钢坯的重量)。具有相同钢种、尺寸和重量的钢坯才允许放入同一地址,允许的钢坯重量误差范围为±0.1t。
热送热装的钢坯还可以通过上料冷床或热缓冲炉将热坯送入钢坯库,从而在中型过程计算机中产生坯库信息,以便今后的冷装。
此外,MILL P/C还有报表打印、数据采集、轧辊管理、成品库管理、锯切优化等功能。
CCM P/C为莱钢4#连铸机的过程计算机,其主要功能有数据通讯、物料跟踪、数据采集、报表打印、优化切割、二冷水控制模型、质量判断模型等。
3.2 基础级系统功能
基础自动化级计算机系统主要完成各子系统的设备动作顺序控制、PID回路自动调节、操作员站监控操作、历史数据存储、生产报表打印等基础自动化级功能。
加热炉区的操作站采用GP470型触摸屏,嵌在主操作台上,具有现场过程控制数据采集和显示,操作模式的选择,钢坯宽度及数量的选择,钢坯跟踪,控制器、变频器、液压站等设备状态的监控,声光报警及显示等功能。系统通过主操作台可实现全自动、半自动、手动操作,通过机旁操作台可实现机旁手动操作。
3.2.1 全自动上料控制
热炉上料可实现连铸坯的热装和冷装,钢坯热装温度为750℃,冷装温度为25℃。共有四种上料方式:(1)热装方式一,将连铸热坯经链式移送机或横移小车送到2#辊道上,由2#辊道到6#辊道上料。(2)热装方式二,将暂存在缓冲炉中的热坯经横移小车送到2#辊道,由2#辊道到6#辊道上料。(3)冷装方式一,冷坯从上料冷床经移钢机送到1#辊道,由1#辊道到6#辊道上料。(4)冷装方式二,冷坯从上料冷床经杆式移送机和分钢器送到4#辊道,由4#辊道到6#辊道上料。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1 工艺流程简介
plcjs.技.术_网
莱钢中型型钢厂加热炉用于加热4#连铸机的连铸坯,实现了坯料的热装、冷装及热缓冲功能,其中热装比例可达85%。加热炉为步进式,其生产能力最大为130t/h,使用燃料为高、焦炉混合煤气,分6段加热。其设备布置如图1所示。
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图1 设备布置图
——可——编——程——控-制-器-技——术——门——户
2 控制系统配置
WWW_PL※CJS_COM-PLC-技.术_网
4#连铸机与中型加热炉热送热装的自动控制系统采用二级计算机控制,即过程自动化级和基础自动化级。系统配置简图如图2所示。
WWW_P※LCJS_COM-PLC-)技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
图2 系统配置简图
WW.W_PLCJS_COM-PLC-技.术_网
CCM P/C为4#连铸过程级计算机,采用美国康柏公司的PROLIANT2000,操作系统为Windows NT Server4.0,应用程序由Visual Basic(5.0版)语言开发,数据库系统为SQL Server6.5。
P.L.C.技.术.网——可编程控制器技术门户
RHF P/C为中型加热炉过程计算机,主要完成加热炉的燃烧控制。它采用DECALPHASTATION255为主机,操作系统为OPEN VMS。
WWW_PLCJS_COM-PLC-技.术_网
MILL P/C为中型型钢轧机过程级主机,采用日本东芝公司的G8045,操作系统为OS/V,应用程序由C语言开发,操作站为工控机FA3100,操作系统为Windows NT4.0,监控软件采用VB5.0。
WW.W_PLCJS_COM-PLC-技.术_网
精整区PLC、轧线区PLC、加热炉PLC、加热炉DCS、以及连铸PLC为中型及4#连铸基础自动化级控制子系统。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3 控制系统功能
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3.1 过程级系统功能
WWW.PLCJS.COM——可编程控制器技术门户
CCM P/C,RHF P/C,MILL P/C作为过程自动化级计算机,利用网络通讯技术、软件技术,主要完成数据通信、产品订单管理、物料跟踪管理、报表打印、优化控制、模型控制、质量判断、人机接口、钢坯库管理等功能,从而实现整个生产线及生产调度的全自动管理。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
3.1.1 数据通讯
WWW.PLCJS.COM——可编程控制器技术门户
MILL P/C与其它过程机和PLC系统的通信是通过带有TCP/IP协议的以太网(基于IEEE802.3标准)来实现的。其主要的通讯功能有:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(1)向CCM P/C(连铸过程机)发送钢坯请求信息(包括批号、钢种、钢坯尺寸、计划钢坯长度、计划钢坯重量、该批次的钢坯支数、产品尺寸代码、生产率等信息)、钢坯称重信息(用以钢坯重量修正)以及轧制线停机信息;接受CCM P/C传送的实际钢坯信息(包括年、月、炉号、钢坯序列号、铸流号、钢种、 钢坯尺寸、热送信号、钢坯下线位置等信息)以及连铸机停机信息。
P.L.C.技.术.网——可编程控制器技术门户
(2)向FCE P/C(加热炉过程机)发送钢坯信息、轧制线停机信息以及煤气消耗量请求信息;接受FCE P/C传送的钢坯出炉温度以及煤气消耗量。
W1WW_P4LCJS_COM-PLC-技.术_网
(3)向标牌压印机发送需要压印的公用信息(例如批号、钢种、产品尺寸、产品长度、每捆的产品数量、日期、捆材序列号)以及产品的重量信息;接受标牌压印机的应答信息。
WW.W_PLCJS_COM-PLC-技.术_网
(4)向PLC系统发送预设数据;接受PLC系统的跟踪数据以及采集数据。
WWW.PLCJS.COM——可编程控制器技术门户
3.1.2 产品订单管理
plcjs.技.术_网
产品订单数据用于MILL P/C上每一批次的产品轧制,MILL P/C可存储最多10个批次的数据。产品订单数据主要包括批号、钢种、钢坯尺寸、计划轧制钢坯长度、计划轧制钢坯重量、该批次中钢坯数量、产品尺寸代码、计划轧制的轧件长度、热锯分段长度(头半段和尾半段)、切头锯切头长度、热锯切头长度、用户产品长度、允许的最小产品长度、允许的最大产品长度、码垛列数、码垛层次、该批次中打捆数量、总的产品重量、角钢码垛式样。产品订单管理的主要功能有订单数据的输入、修改、调序、删除、显示以及发送订单数据给CCM P/C。
WWcW_PLCJS_COM-PLC-技.术_网
MILL P/C将热装的产品订单数据发送给CCM P/C后,连铸的生产组织人员根据该产品订单数据进行组织生产。产品订单数据可以进行输入、修改、调序、删除、显示等操作,但是,一旦连铸组织生产后或在2#上料辊道或热缓冲炉上料台架产生跟踪信息后,该产品订单数据将不允许再进行修改、调序、删除等操作。一旦某一个批次在2#上料辊道或热缓冲炉上料台架产生跟踪信息后,也就意味着该批次的上一个批次的产品订单上料的终结,即不允许再上上一个批次的钢坯。
WWW_PL※CJS_COM-PLC-技.术_网
3.1.3 物料跟踪管理
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
MILL P/C根据实际的机械设备位置,划分了47个跟踪区域,用以保持和存放轧制线上每一支钢坯、轧件或成品的物理位置,并根据其所处的位置激活相应的处理进程或任务。跟踪的目标在炉区称为“钢坯”,在粗轧机轧制后称为“轧件”,在冷锯锯切后称为“成品”。区域跟踪的过程是通过以太网从基础自动化级系统PLC传送的信号来实现的。
WW.W_PLCJS_COM-PLC-技.术_网
连铸的PLC和过程机对其铸坯进行物料跟踪。当热坯到达加热炉的2#上料辊道或热缓冲炉的上料台架时,加热炉的PLC就会将检测到热坯的信号传送到连铸的PLC,连铸的过程计算机从连铸的PLC接受到该信号后,就会将该热坯的跟踪信息传送给中型过程计算机,由此在2#上料辊道或热缓冲炉的上料台架上产生该热坯的跟踪信息,从而实现热送热装的物料跟踪。
WWW_PLCJS_COM-PLC-技.术_网
3.1.4 人机接口MMI
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
主要有4类MMI画面:(1)跟踪显示及修正画面,可自动更新。(2)操作员数据输入画面。(3)预设数据表管理画面,主要指粗轧孔型表、精轧孔型表以及附属设备数据设定表。(4)坯库、成品库管理及轧辊管理画面。
WWW_PLCJS_COM-PLC-技.术_网
当连铸的过程计算机和中型过程计算机的通讯出现问题时,加热炉的操作工可以从中型过程计算机的操作站的MMI上输入热坯的跟踪信息,从而也可以实现热送热装。
P.L.C.技.术.网——可编程控制器技术门户
3.1.5 钢坯库管理
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
为了进行坯库管理,本系统将坯库划分为99个区域,每一区域被称为“库地址”,并赋予一个唯一的地址名,从而管理每一库地址内的钢坯信息。在MILL P/C内,库地址的信息包括钢坯数量、钢种、钢坯尺寸、钢坯长度(第一支钢坯的长度)、钢坯重量(第一支钢坯的重量)。具有相同钢种、尺寸和重量的钢坯才允许放入同一地址,允许的钢坯重量误差范围为±0.1t。
WWW_PLC※JS_COM-PmLC-技.术_网
热送热装的钢坯还可以通过上料冷床或热缓冲炉将热坯送入钢坯库,从而在中型过程计算机中产生坯库信息,以便今后的冷装。
WWW_PLCJS_COM-PLC-技.术_网
此外,MILL P/C还有报表打印、数据采集、轧辊管理、成品库管理、锯切优化等功能。
WWW_P※LCJS_CO※M-PLC-技-.术_网
CCM P/C为莱钢4#连铸机的过程计算机,其主要功能有数据通讯、物料跟踪、数据采集、报表打印、优化切割、二冷水控制模型、质量判断模型等。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3.2 基础级系统功能
——可——编——程——控-制-器-技——术——门——户
基础自动化级计算机系统主要完成各子系统的设备动作顺序控制、PID回路自动调节、操作员站监控操作、历史数据存储、生产报表打印等基础自动化级功能。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
加热炉区的操作站采用GP470型触摸屏,嵌在主操作台上,具有现场过程控制数据采集和显示,操作模式的选择,钢坯宽度及数量的选择,钢坯跟踪,控制器、变频器、液压站等设备状态的监控,声光报警及显示等功能。系统通过主操作台可实现全自动、半自动、手动操作,通过机旁操作台可实现机旁手动操作。
WWW_P※LCJS_COM-PLC-)技.术_网
3.2.1 全自动上料控制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
热炉上料可实现连铸坯的热装和冷装,钢坯热装温度为750℃,冷装温度为25℃。共有四种上料方式:(1)热装方式一,将连铸热坯经链式移送机或横移小车送到2#辊道上,由2#辊道到6#辊道上料。(2)热装方式二,将暂存在缓冲炉中的热坯经横移小车送到2#辊道,由2#辊道到6#辊道上料。(3)冷装方式一,冷坯从上料冷床经移钢机送到1#辊道,由1#辊道到6#辊道上料。(4)冷装方式二,冷坯从上料冷床经杆式移送机和分钢器送到4#辊道,由4#辊道到6#辊道上料。
本新闻共2页,当前在第1页1 2
WW.W_PLC※JS_C,OM-PL,C-技.术_网
上一篇: 数控钢筋调直切断机长度检测及切断控制下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行