安钢综合原料场闭环控制及数据传输技术
日期:2008-6-21 19:58:25 来源:《PLC&FA》
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
1 引言
根据安钢和国内钢铁企业生产规模和设备大型化、现代化的要求,总体规划铁前系统,综合原料场的建设要满足1000万吨烧结矿、650万吨铁的生产能力,结合安钢的原料特点以及地理状况,在确保工艺需要、质量要求、投资合理、立足长远的前提下,建设一次料场工程以及完善二次料场工程。
一次料场的作用主要是:储存原料、混匀均化各种原料、均衡供料。包括二台翻车机系统、三台斗轮堆取料机系统、汽车受料槽系统、回收料槽系统、皮带机运输系统等等,占地面积大,工艺设备分布广散,交叉作业多,露天作业多,周围环境恶劣等状况,要求新建自动控制系统安全、可靠、稳定。
该项目自动控制系统要解决:长达1000多米的数据传输,面临中间过道路和火车轨道,与高压电缆同行敷设、露天敷设等诸多干扰源;现有的六条工艺设备控制和新建设的自动控制系统之间的数据传输,也就是s7-300系统(新建)和s7-400 (现有)的数据传输;完善烧结配料系统、回收料槽的八个电子皮带称实现闭环pid控制调节等3个工程子项。
2 系统设计要点
2.1 可靠、准确无误的数据传输系统
综合原料场具有露天作业、工艺设备分布广、电磁及燥声干扰源多样等特点。光纤通信网络,不怕雷击,抗电磁干扰,抗腐蚀,可靠性高,运行维护成本低。
一次料场分别于翻车机控制室与主控楼控制室安装了一套西门子s7-300 plc系统。定义翻车机控制室s7-300 plc系统为主站(+102),控制一次料场a系统胶带运输机和翻车机下拖出式胶带运输机、及采集传输三台斗轮堆取料机数据;定义主控楼控制室s7-300 plc系统为从站(+114),控制一次料场e系统胶带运输机、及与二次料场s7-400 plc系统间的数据传输。主、从站使用多膜四膜光纤介质与西门子olm光纤链路模块(6gk1502-2cb10)组成了光纤环网结构,如图1所示。cpu中央处理器(6es7 315-2ag10-0ab0)通过rs485通信接口与光纤链路模块以profibus-dp 总线通信协议传输数据。两地的光纤模块之间通过两根光纤组建成一个光纤令牌环网来进行主、从站间的数据交换。
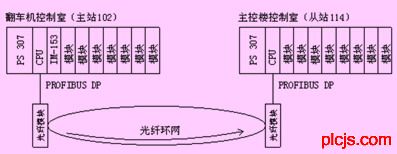
图1 光纤环网络拓扑结构图
2.2 应用多点接口(mpi)技术传输交换数据
1999年二次料场投运生产,自动控制系统为西门子公司s7-400系列。2005年一次料场建成生产,自动控制系统为西门子公司s7-300系列。
一次料场建成以前,二次料场自动控制系统控制其六条皮带输送机,建设一次料场时,为了六条皮带输送机的控制,经过多方讨论,决定采用西门子公司工业通信协议-多点接口(mpi)技术来解决s7-300系统与s7-400系统之间的数据传输问题。
西门子公司工业通信协议-多点接口(mpi),可以进行数字式输入与输出数据交换,通过相应的s7-300系列与s7-400系列中央处理器上的可编程接口(mpi接口)实现各个站的总线访问。使用wincc监控组态软件系统的mpi通道单元及pc通讯网卡cp5611与s7-300进行通信连接,mpi使用令牌传递访问方式,访问总线的权利从一个站传送到另一个站。这种访问权称为令牌。如果一个站收到令牌,它就有权发送消息。令牌传送的过程中,mpi网络在下位组态软件simatic s7中构建其全局变量(global data)表。经过定义mpi全局通讯变量,将其分别载入到对应的plc站中并运行,解决了s7-300系统与s7-400系统之间数据传输问题。
3 电子皮带称实现闭环pid控制调节
3.1 pid闭环控制技术应用
一次料场新建回收料槽系统有1#~8#料仓,1#和2#料仓调节圆盘转速结合智能电子皮带秤进行矿料计量,其余6个料仓采用拖出式智能电子皮带秤直接进行矿料计量,通过调整电子皮带称的转速和圆盘的转速来控制给料量,将返矿、返粉、回收料与高镁粉按比例混合后,和二次料场混匀配料槽的混匀料通过堆料机堆放成料堆。
经过多方论证、技术咨询后,回收料槽采用了西门子s7-300系列中的闭环控制模块fm355c,使其对二次仪表的信号进行采集、运算、控制、输出,同时监控站显示各工艺参数。
fm355c闭环控制模块就是pid,现场检测元件将电子皮带秤称量信号传送给二次仪表,改变过程变量值(以下简称pv值),经二次仪表送至pid控制器的输入端,并与其给定值(以下简称sp值)进行比较得到偏差值(以下简称e值),pid控制器按此偏差并以我们预先设定的整定参数控制规律发出控制信号,去改变变频器的运行频率,从而使现场控制电机转速发生变化,并趋于给定值(sp值),以达到控制目的。其pid控制示意如图2所示。
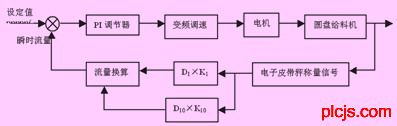
图2 pid控制示意框图
3.2 智能电子皮带秤
智能电子皮带秤主要有称量框架、荷重传感器、速度传感器以及环形皮带、橡胶耳轴、调速电机、摆线针轮减速机、主从动滚筒等组成。其中主体部分称量框架是一台皮带给料机,采用两组橡胶耳轴与支架相连,构成秤架的支撑点。
安装在称量框架上的荷重传感器感受皮带上的物料的重量,并将此重量转化为可测线性mv信号;安装在电机尾部的速度传感器检测皮带的瞬时速度,这两个信号一块送给智能电子积算仪,此仪表可以动态显示物料的瞬时流量,又可以输出与流量成正比的4~20ma电流信号,输送给西门子fm355c闭环控制模块,与设定值比较计算,经过西门子fm355c闭环控制模块输出4~20ma dc电流信号给变频调速器,由变频器控制电机转速的快慢,就控制了物料的瞬时流量,使物料的流量维持在设定值附近。
3.3 电子皮带秤的工作原理
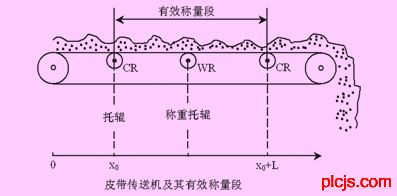
图3 皮带传送机及其有效称量段
如图3所示,如果皮带以速度

传送物料,在给定的皮带位置上

任意时间t的流量

可以表示为:

其中

:皮带单位长度的负荷;

:皮带速度。
则通过位置

的累计重量

;

3.4 电子皮带秤的阶跃响应
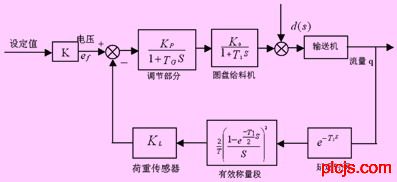
图4 系统方框图
图4为所示系统的方框图:控制对象为输送给料机,操作部分为圆盘给料机,测量部分为有效称量段,在这个系统中,调节部分采用比例积分控制器(pi)。
设输入

(t)和干扰d(t)的拉普拉斯变换分别用

(s)和d(s)表示,则得响应q(t):

;

式中


;


4 结束语
原料场自动控制系统采用siemens公司s7-300和s7-400 两套plc系统完成生产工艺控制,结合采用fm355c闭环控制模块完成回收料槽自动控制系统稳定计量的工作,使用mpi多点接口技术完成两套系统之间的数据传输。整个控制系统具备了完成复杂程序控制与联锁控制的能力,同时开发解决了闭环控制与数据传输在这两套系统中的难题,充分发挥了先进设备的工作潜能和优化了施工设计,大大减少了维护工作量,增加了系统的可靠度,使整个系统具有了较强的技术优势及竞争力。
综合原料场的建设本着“先进、合理、经济、实用”的原则,克服了重重困难,终于在2005年3月28日随翻车机一次试车投运成功,它的建成使进厂原料得以科学堆放,改写了人工卸车的历史,加快了卸车速度,减少了污染和消耗,使生产运行更加畅通,降低了设备故障率,设备作业率达到了99%,节省了大量人力、物力,为烧结配料现代化打下了坚实的基础,取得了显著的社会、经济效益。
WWW_PLCJS@_COM%-PLC-技.术_网
1 引言
WWcW_PLCJS_COM-PLC-技.术_网
根据安钢和国内钢铁企业生产规模和设备大型化、现代化的要求,总体规划铁前系统,综合原料场的建设要满足1000万吨烧结矿、650万吨铁的生产能力,结合安钢的原料特点以及地理状况,在确保工艺需要、质量要求、投资合理、立足长远的前提下,建设一次料场工程以及完善二次料场工程。
WWW.PLCJS.COM——可编程控制器技术门户
一次料场的作用主要是:储存原料、混匀均化各种原料、均衡供料。包括二台翻车机系统、三台斗轮堆取料机系统、汽车受料槽系统、回收料槽系统、皮带机运输系统等等,占地面积大,工艺设备分布广散,交叉作业多,露天作业多,周围环境恶劣等状况,要求新建自动控制系统安全、可靠、稳定。
WWW_P※LCJS_COM-PLC-)技.术_网
该项目自动控制系统要解决:长达1000多米的数据传输,面临中间过道路和火车轨道,与高压电缆同行敷设、露天敷设等诸多干扰源;现有的六条工艺设备控制和新建设的自动控制系统之间的数据传输,也就是s7-300系统(新建)和s7-400 (现有)的数据传输;完善烧结配料系统、回收料槽的八个电子皮带称实现闭环pid控制调节等3个工程子项。
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
2 系统设计要点
W1WW_P4LCJS_COM-PLC-技.术_网
2.1 可靠、准确无误的数据传输系统
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
综合原料场具有露天作业、工艺设备分布广、电磁及燥声干扰源多样等特点。光纤通信网络,不怕雷击,抗电磁干扰,抗腐蚀,可靠性高,运行维护成本低。
WWW_PL※CJS_COM-PLC-技.术_网
一次料场分别于翻车机控制室与主控楼控制室安装了一套西门子s7-300 plc系统。定义翻车机控制室s7-300 plc系统为主站(+102),控制一次料场a系统胶带运输机和翻车机下拖出式胶带运输机、及采集传输三台斗轮堆取料机数据;定义主控楼控制室s7-300 plc系统为从站(+114),控制一次料场e系统胶带运输机、及与二次料场s7-400 plc系统间的数据传输。主、从站使用多膜四膜光纤介质与西门子olm光纤链路模块(6gk1502-2cb10)组成了光纤环网结构,如图1所示。cpu中央处理器(6es7 315-2ag10-0ab0)通过rs485通信接口与光纤链路模块以profibus-dp 总线通信协议传输数据。两地的光纤模块之间通过两根光纤组建成一个光纤令牌环网来进行主、从站间的数据交换。
WWW_PL※CJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
图1 光纤环网络拓扑结构图
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.2 应用多点接口(mpi)技术传输交换数据
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
1999年二次料场投运生产,自动控制系统为西门子公司s7-400系列。2005年一次料场建成生产,自动控制系统为西门子公司s7-300系列。
WWW_PLC※JS_COM-PmLC-技.术_网
一次料场建成以前,二次料场自动控制系统控制其六条皮带输送机,建设一次料场时,为了六条皮带输送机的控制,经过多方讨论,决定采用西门子公司工业通信协议-多点接口(mpi)技术来解决s7-300系统与s7-400系统之间的数据传输问题。
P.L.C.技.术.网——可编程控制器技术门户
西门子公司工业通信协议-多点接口(mpi),可以进行数字式输入与输出数据交换,通过相应的s7-300系列与s7-400系列中央处理器上的可编程接口(mpi接口)实现各个站的总线访问。使用wincc监控组态软件系统的mpi通道单元及pc通讯网卡cp5611与s7-300进行通信连接,mpi使用令牌传递访问方式,访问总线的权利从一个站传送到另一个站。这种访问权称为令牌。如果一个站收到令牌,它就有权发送消息。令牌传送的过程中,mpi网络在下位组态软件simatic s7中构建其全局变量(global data)表。经过定义mpi全局通讯变量,将其分别载入到对应的plc站中并运行,解决了s7-300系统与s7-400系统之间数据传输问题。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3 电子皮带称实现闭环pid控制调节
——可——编——程——控-制-器-技——术——门——户
3.1 pid闭环控制技术应用
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
一次料场新建回收料槽系统有1#~8#料仓,1#和2#料仓调节圆盘转速结合智能电子皮带秤进行矿料计量,其余6个料仓采用拖出式智能电子皮带秤直接进行矿料计量,通过调整电子皮带称的转速和圆盘的转速来控制给料量,将返矿、返粉、回收料与高镁粉按比例混合后,和二次料场混匀配料槽的混匀料通过堆料机堆放成料堆。
WWW_PL※CJS_COM-PLC-技.术_网
经过多方论证、技术咨询后,回收料槽采用了西门子s7-300系列中的闭环控制模块fm355c,使其对二次仪表的信号进行采集、运算、控制、输出,同时监控站显示各工艺参数。
WWW_PLC※JS_COM-PmLC-技.术_网
fm355c闭环控制模块就是pid,现场检测元件将电子皮带秤称量信号传送给二次仪表,改变过程变量值(以下简称pv值),经二次仪表送至pid控制器的输入端,并与其给定值(以下简称sp值)进行比较得到偏差值(以下简称e值),pid控制器按此偏差并以我们预先设定的整定参数控制规律发出控制信号,去改变变频器的运行频率,从而使现场控制电机转速发生变化,并趋于给定值(sp值),以达到控制目的。其pid控制示意如图2所示。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图2 pid控制示意框图
WWW_PL※CJS_COM-PLC-技.术_网
3.2 智能电子皮带秤
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
智能电子皮带秤主要有称量框架、荷重传感器、速度传感器以及环形皮带、橡胶耳轴、调速电机、摆线针轮减速机、主从动滚筒等组成。其中主体部分称量框架是一台皮带给料机,采用两组橡胶耳轴与支架相连,构成秤架的支撑点。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
安装在称量框架上的荷重传感器感受皮带上的物料的重量,并将此重量转化为可测线性mv信号;安装在电机尾部的速度传感器检测皮带的瞬时速度,这两个信号一块送给智能电子积算仪,此仪表可以动态显示物料的瞬时流量,又可以输出与流量成正比的4~20ma电流信号,输送给西门子fm355c闭环控制模块,与设定值比较计算,经过西门子fm355c闭环控制模块输出4~20ma dc电流信号给变频调速器,由变频器控制电机转速的快慢,就控制了物料的瞬时流量,使物料的流量维持在设定值附近。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
3.3 电子皮带秤的工作原理
plcjs.技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
图3 皮带传送机及其有效称量段
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
如图3所示,如果皮带以速度
plcjs.技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
传送物料,在给定的皮带位置上
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
任意时间t的流量
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
可以表示为:
WWW_P※LCJS_CO※M-PLC-技-.术_网
——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
其中
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
:皮带单位长度的负荷;
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
:皮带速度。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
则通过位置
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
的累计重量
WWcW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
;
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
3.4 电子皮带秤的阶跃响应
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
W1WW_P4LCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
图4 系统方框图
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图4为所示系统的方框图:控制对象为输送给料机,操作部分为圆盘给料机,测量部分为有效称量段,在这个系统中,调节部分采用比例积分控制器(pi)。
——可——编——程——控-制-器-技——术——门——户
设输入
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
(t)和干扰d(t)的拉普拉斯变换分别用
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(s)和d(s)表示,则得响应q(t):
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWcW_PLCJS_COM-PLC-技.术_网
式中
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
;
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
4 结束语
WWW_PLCJS@_COM%-PLC-技.术_网
原料场自动控制系统采用siemens公司s7-300和s7-400 两套plc系统完成生产工艺控制,结合采用fm355c闭环控制模块完成回收料槽自动控制系统稳定计量的工作,使用mpi多点接口技术完成两套系统之间的数据传输。整个控制系统具备了完成复杂程序控制与联锁控制的能力,同时开发解决了闭环控制与数据传输在这两套系统中的难题,充分发挥了先进设备的工作潜能和优化了施工设计,大大减少了维护工作量,增加了系统的可靠度,使整个系统具有了较强的技术优势及竞争力。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
综合原料场的建设本着“先进、合理、经济、实用”的原则,克服了重重困难,终于在2005年3月28日随翻车机一次试车投运成功,它的建成使进厂原料得以科学堆放,改写了人工卸车的历史,加快了卸车速度,减少了污染和消耗,使生产运行更加畅通,降低了设备故障率,设备作业率达到了99%,节省了大量人力、物力,为烧结配料现代化打下了坚实的基础,取得了显著的社会、经济效益。
本新闻共2页,当前在第1页1 2
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
上一篇: DMC300A运动控制器在钨丝绕线机系统中的应用下一篇: PLC应用在玻璃熔窑自控中
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行