光电开关在热轧钢坯长度在线检测中的应用
日期:2008-4-6 14:38:38 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
在马钢初轧厂钢坯轧制生产线上,在热轧钢坯长度在线检测中,成功应用了红外主动式光电开关。在此,光电开关主要起两个作用:(1)作为测量钢坯长度时的触发信号,控制计算机通过线阵CCD摄像机对钢坯尾部进行采样;(2)用来减小测量视场,提高测量精度。
1 测量原理
在热轧钢坯的生产线上,轧制后的钢坯在辊道上非匀速地向前传送。设钢坯的长度分布在L1和L2之间,其最大差值ΔL=L2-L1,因而摄像机的测量范围必须大于或等于ΔL。利用图1所示的测量方法,在被测钢坯的头部触发光电开关k时,只要能够精确地测出钢坯尾部的长度(尾长)x,就可以得到热轧钢坯的长度。
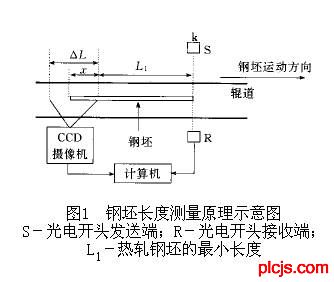
在图1中,光电开关安装在辊道的两旁,钢坯在辊道上向前运动,当钢坯的头部挡住光电开关发送的信号时,就产生外部中断请求信号,计算机响应后,通过线阵CCD摄像机对钢坯尾部进行数据采集,进而测量和计算出钢坯的尾部长度x。则,钢坯的长度L可由下式求出:
L=L1+x(1)
可见,测量精度主要由尾长x决定,因而精确测量尾长x是技术的关键。
2 测量装置及测量方法
根据上述原理,结合马钢初轧厂热轧现场的实际情况,我们采用图2所示的测量方法来测量1000℃左右热轧钢坯的长度。
在实际测量中,往往被测钢坯长度的变化范围很大,像马钢初轧厂的最大变化范围ΔL=14m,因而要求摄像机成像透镜的视场很大。对于大视场透镜的像差校正较为困难,而且也会影响线阵CCD摄像机的测量精度。为此,我们采用图2的测量结构,利用两组光电开关k1和k2来减小测量视场。设k1和k2之间的距离为L0,那么钢坯的尾长x一定在0到ΔL-L0之间。所以,线阵CCD摄像机只需在较小的视场ΔL-L0内测出钢坯的尾长x,利用(1)式即可求得钢坯的长度。钢坯长度的测量过程是这样的:被测钢坯在辊道上向前运动时,当钢坯的头部挡住光电开关k1发射的信号时,计算机即通过线阵CCD摄像机对热轧钢坯进行采样,计算出其尾长x。如果x<ΔL-L0时,则被测钢坯的长度为L=L1+x。如果测得的尾长x=ΔL-L0,即线阵CCD摄像机的每个感光象素均被感光,热轧钢坯满视场,此时有可能钢坯的尾部还未进入测量视场之内,故本次测出尾长的数据无效,需通过第2个光电开关k2辅助测量。当钢坯继续向前运动又挡住光电开关k2时,计算机又通过线阵CCD摄像机对钢坯进行采样,再次计算出尾长x。此时钢坯的尾部一定落在测量视场中,因而钢坯的长度应为L=L1+L0+x。设光电开关未被钢坯挡住时,计算机对相应端口的读数为1,则实现上述思想的流程如图3所示。
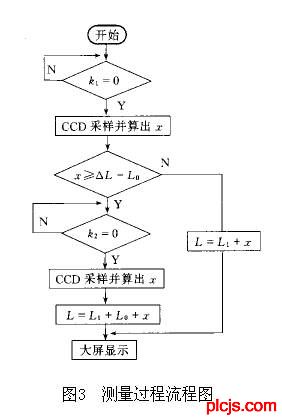
图3中,k1和k2分别代表光电开关k1和k2的输出值。
由于在马钢初轧现场存在多种杂散光,所以,为了有效地避免其干扰,我们选用k1和k2均为主动常开式红外光电开关。当光电开关的发射信号被挡住时,其输出为0,为了避免灰尘或其它杂物挡住光电开关的发射信号而引起误触发,我们在安置光电开关位置的竖直线上,安装两对相邻很近的光电开关,如图4所示。
为了更有效地防止误触发光电开关,我们将k1和k2均按图4那样安装两对在竖直方向相邻很近的光电开关,并且规定:只有当两对光电开关均被截面为130mm×130mm的方坯挡住,即k11=k12=0时,才认为是有效触发信号。实现上述思想的硬件接口电路由延迟比较器、跟随器和一系列逻辑电路组成,以避免光电开关输出信号在比较电平附近,由于零点漂移和干扰的存在,输出电压将不断地由一种状态转换成另一种状态,造成检测结果的不稳定。光电开关的两路输出信号k11和k12分别作为接口电路的输入信号,经接口电路处理后的输出作为计算机的中断请求信号。接口电路的输入、输出特性如表1所示。
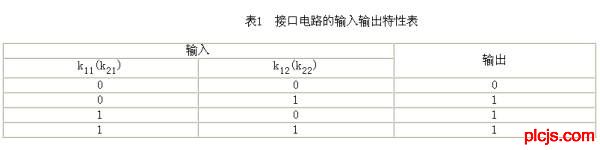 注:和是另一组光电开关与的输出值。
注:和是另一组光电开关与的输出值。
可见,其输入、输出特性可以满足设计要求,即只有当光电开关k11和k12均被挡住时输出才为零。此时,才产生外部中断请求,计算机响应后,通过线阵CCD摄像机对数据进行采样和处理后,测出热轧钢坯的长度。
3 系统特点
与过去的测量方法相比,该系统具有如下特点:
(1)测量准确,随机误差小。过去测量采用目测,即将钢坯同设在轨道上的标尺目测比较。测量精度主要取决于操作者的熟练水平和判断能力。采用该测量系统后,实现测量的自动化,测量精度可达0.2%以上。
(2)配尺合理,成材率高。过去配尺通过操作者目测,人工配尺,造成目测不准,配尺不合理等问题。采用该系统后,由于测量准确,计算机控制最优配尺,因而配尺合理,成材率可大大提高。
(3)生产效率高,劳动强度低。过去操作者精力必须高度集中,才能完成测长和配尺这一工序。采用该系统后,操作者只需根据测量系统的提示做些简单的操作,因而生产节奏加快,劳动强度降低。
4 系统存在的问题和解决的方法
(1)现场安装困难。光电开关必须安装在剪口附近的轨道旁,这里环境最恶劣,必须采用坚硬的保护措施。
(2)高温对信号、电源线路的破坏。由于光电开关安装在高温的轨道旁,信号和电源传输的导线因高温老化快,甚至被烫坏,即使用钢管套也不能满足要求,必须采用特殊的保护措施。
(3)远线传输中干扰信号造成信号失真。由于现场的各种电磁干扰,直接传送信号极易失真,必须对信号进行适当的调理后再用屏蔽导线将信号远传至工作室。
5 运行情况
目前,该系统已在马钢初轧现场投入使用,系统运行稳定可靠,光电开关的灵敏度高,故障率低。与其它相关装置配合使用,已实现了自动测长和实时配尺[3]。
参考文献
1 武汉大学电子线路教材编写组.电子线路(下册).北京:高等教育出版社,1995.
2 蔡文贵,李永远,许振华.CCD技术及应用.北京:电子工业出版社,1992.
3 邵德奇.线阵CCD技术及其在几何尺寸测量中的应用.马钢科技,1998,(1):34~37.
WWW_PLCJS_COM-PLC-技.术_网
在马钢初轧厂钢坯轧制生产线上,在热轧钢坯长度在线检测中,成功应用了红外主动式光电开关。在此,光电开关主要起两个作用:(1)作为测量钢坯长度时的触发信号,控制计算机通过线阵CCD摄像机对钢坯尾部进行采样;(2)用来减小测量视场,提高测量精度。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1 测量原理
WWcW_PLCJS_COM-PLC-技.术_网
在热轧钢坯的生产线上,轧制后的钢坯在辊道上非匀速地向前传送。设钢坯的长度分布在L1和L2之间,其最大差值ΔL=L2-L1,因而摄像机的测量范围必须大于或等于ΔL。利用图1所示的测量方法,在被测钢坯的头部触发光电开关k时,只要能够精确地测出钢坯尾部的长度(尾长)x,就可以得到热轧钢坯的长度。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
在图1中,光电开关安装在辊道的两旁,钢坯在辊道上向前运动,当钢坯的头部挡住光电开关发送的信号时,就产生外部中断请求信号,计算机响应后,通过线阵CCD摄像机对钢坯尾部进行数据采集,进而测量和计算出钢坯的尾部长度x。则,钢坯的长度L可由下式求出:
WWcW_PLCJS_COM-PLC-技.术_网
L=L1+x(1)
WWW_PLCJS_COM-PLC-技.术_网
可见,测量精度主要由尾长x决定,因而精确测量尾长x是技术的关键。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2 测量装置及测量方法
WWW_P※LCJS_COM-PLC-)技.术_网
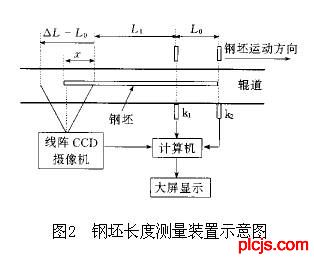
根据上述原理,结合马钢初轧厂热轧现场的实际情况,我们采用图2所示的测量方法来测量1000℃左右热轧钢坯的长度。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
在实际测量中,往往被测钢坯长度的变化范围很大,像马钢初轧厂的最大变化范围ΔL=14m,因而要求摄像机成像透镜的视场很大。对于大视场透镜的像差校正较为困难,而且也会影响线阵CCD摄像机的测量精度。为此,我们采用图2的测量结构,利用两组光电开关k1和k2来减小测量视场。设k1和k2之间的距离为L0,那么钢坯的尾长x一定在0到ΔL-L0之间。所以,线阵CCD摄像机只需在较小的视场ΔL-L0内测出钢坯的尾长x,利用(1)式即可求得钢坯的长度。钢坯长度的测量过程是这样的:被测钢坯在辊道上向前运动时,当钢坯的头部挡住光电开关k1发射的信号时,计算机即通过线阵CCD摄像机对热轧钢坯进行采样,计算出其尾长x。如果x<ΔL-L0时,则被测钢坯的长度为L=L1+x。如果测得的尾长x=ΔL-L0,即线阵CCD摄像机的每个感光象素均被感光,热轧钢坯满视场,此时有可能钢坯的尾部还未进入测量视场之内,故本次测出尾长的数据无效,需通过第2个光电开关k2辅助测量。当钢坯继续向前运动又挡住光电开关k2时,计算机又通过线阵CCD摄像机对钢坯进行采样,再次计算出尾长x。此时钢坯的尾部一定落在测量视场中,因而钢坯的长度应为L=L1+L0+x。设光电开关未被钢坯挡住时,计算机对相应端口的读数为1,则实现上述思想的流程如图3所示。
plcjs.技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
图3中,k1和k2分别代表光电开关k1和k2的输出值。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
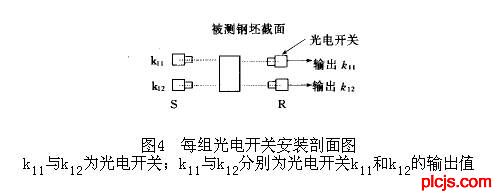
由于在马钢初轧现场存在多种杂散光,所以,为了有效地避免其干扰,我们选用k1和k2均为主动常开式红外光电开关。当光电开关的发射信号被挡住时,其输出为0,为了避免灰尘或其它杂物挡住光电开关的发射信号而引起误触发,我们在安置光电开关位置的竖直线上,安装两对相邻很近的光电开关,如图4所示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
为了更有效地防止误触发光电开关,我们将k1和k2均按图4那样安装两对在竖直方向相邻很近的光电开关,并且规定:只有当两对光电开关均被截面为130mm×130mm的方坯挡住,即k11=k12=0时,才认为是有效触发信号。实现上述思想的硬件接口电路由延迟比较器、跟随器和一系列逻辑电路组成,以避免光电开关输出信号在比较电平附近,由于零点漂移和干扰的存在,输出电压将不断地由一种状态转换成另一种状态,造成检测结果的不稳定。光电开关的两路输出信号k11和k12分别作为接口电路的输入信号,经接口电路处理后的输出作为计算机的中断请求信号。接口电路的输入、输出特性如表1所示。
WWW.PLCJS.COM——可编程控制器技术门户
注:和是另一组光电开关与的输出值。WWW_PLCJS@_COM%-PLC-技.术_网
可见,其输入、输出特性可以满足设计要求,即只有当光电开关k11和k12均被挡住时输出才为零。此时,才产生外部中断请求,计算机响应后,通过线阵CCD摄像机对数据进行采样和处理后,测出热轧钢坯的长度。
WW.W_PLCJS_COM-PLC-技.术_网
3 系统特点
WWW_PLC※JS_COM-PmLC-技.术_网
与过去的测量方法相比,该系统具有如下特点:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(1)测量准确,随机误差小。过去测量采用目测,即将钢坯同设在轨道上的标尺目测比较。测量精度主要取决于操作者的熟练水平和判断能力。采用该测量系统后,实现测量的自动化,测量精度可达0.2%以上。
WWW_P※LCJS_COM-PLC-)技.术_网
(2)配尺合理,成材率高。过去配尺通过操作者目测,人工配尺,造成目测不准,配尺不合理等问题。采用该系统后,由于测量准确,计算机控制最优配尺,因而配尺合理,成材率可大大提高。
WWW_PLCJS@_COM%-PLC-技.术_网
(3)生产效率高,劳动强度低。过去操作者精力必须高度集中,才能完成测长和配尺这一工序。采用该系统后,操作者只需根据测量系统的提示做些简单的操作,因而生产节奏加快,劳动强度降低。
WWcW_PLCJS_COM-PLC-技.术_网
4 系统存在的问题和解决的方法
WWW_P※LCJS_CO※M-PLC-技-.术_网
(1)现场安装困难。光电开关必须安装在剪口附近的轨道旁,这里环境最恶劣,必须采用坚硬的保护措施。
WWW_PLCJS_COM-PLC-技.术_网
(2)高温对信号、电源线路的破坏。由于光电开关安装在高温的轨道旁,信号和电源传输的导线因高温老化快,甚至被烫坏,即使用钢管套也不能满足要求,必须采用特殊的保护措施。
WWW.PLCJS.COM——可编程控制器技术门户
(3)远线传输中干扰信号造成信号失真。由于现场的各种电磁干扰,直接传送信号极易失真,必须对信号进行适当的调理后再用屏蔽导线将信号远传至工作室。
WWW_P※LCJS_COM-PLC-)技.术_网
5 运行情况
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
目前,该系统已在马钢初轧现场投入使用,系统运行稳定可靠,光电开关的灵敏度高,故障率低。与其它相关装置配合使用,已实现了自动测长和实时配尺[3]。
WWW.PLCJS.COM——可编程控制器技术门户
参考文献
plcjs.技.术_网
1 武汉大学电子线路教材编写组.电子线路(下册).北京:高等教育出版社,1995.
WWW_PLC※JS_COM-PmLC-技.术_网
2 蔡文贵,李永远,许振华.CCD技术及应用.北京:电子工业出版社,1992.
WWW_PL※CJS_COM-PLC-技.术_网
3 邵德奇.线阵CCD技术及其在几何尺寸测量中的应用.马钢科技,1998,(1):34~37.
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
上一篇: 山东莱钢集团1880m3高炉矿槽上料最优控制下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行