邯钢6号高炉上料系统的改造工艺
日期:2007-11-15 0:32:58 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
1、前言
邯钢6号高炉上料工艺是将烧结矿、焦碳、焦丁等炼铁原料首先通过振动筛、给料器、矿仓、皮带、矿中间斗等设备到料车,然后到达高炉炉顶,最后通过布料器、小钟、大钟等炉顶设备进入高炉炉体的。起工艺流程见图1。
高炉上料工艺的备料、运料及炉内部分均采用了工业PLC自控调节系统,控制着高炉槽下备料、料车行程、炉顶设备等众多设备相关的控制参数。因此,自控装置的好坏,控制操作方式的优劣,直接影响着高炉生产及操作人员的劳动强度。
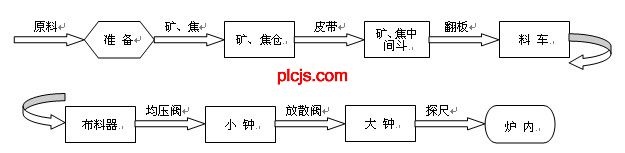
图1 高炉上料工艺流程图
2、存在的问题
邯钢6高炉为有料钟,自从1996年投运以来运行已有七年之久,这期间尤其是近一年来,自控装置经常出现死机、元器件损坏、模块坏等问题,常迫使操作人员停工,甚至高炉休风,严重影响公司生产,原因是原控制系统采用的是西门子S5系统和模拟屏操作平台,这些都是最早期的自控系统和操作方式,依次故障不断,主要表现为:
2.1、操作平台为模拟屏的操作方式,各种数据的设定、修改、命令的执行都是通过操作台上的开关和按钮来进行,在程序设定时,容易乱,操作人员掌握起来比较困难,出现故障处理速度慢,因而影响生产,并且增加了工人的劳动强度。
2.2、各种元件老化,故障率太高,数码管和二极管损坏严重,数码管等备件严重不足,并且价格昂贵,货源紧张。
2.3、上料运行方式为半手动方式,随着高炉其它系统的改造,6号高炉的上料能力越来越不能满足要求。
3、改造措施及效果
为了提高6号高炉的上料能力,2002年12月份,针对以上存在的问题,在原系统的基础上对其进行了改进。
3.1、操作方式由原来的模拟屏半手动操作改造成微机完全自动操作,把原来的操作台开关、按钮换成现代化水平的计算机的键盘和鼠标,因而使操作变得简单方便。
3.2、编程软件继续使用德国的西门子S5系统,去掉原来的ET100U部分;上位机监控软件使用美国Intellution公司的Fix32绘图软件;这样原来的程序已经不能再使用,需要完全改动,所以重新编程,在编程的过程中打通S5系统和上位机Fix32的通讯以保证整个系统的完整性。新的监控系统的制作画面和数据设定均在中文WINDOWS NT平台环境之下,这样使得操作人员一目了然,易于理解和操作,也便于维护;监控画面还增加了探尺趋势图、矿仓趋势图和矿仓数据报表,有利于高炉工长和操作人员对生产的更为准确的监控。
3.3、为了满足现在高炉工艺的需要,使程序设定更加简便灵活,对PLC程序上作以下几点修改:
3.3.1、槽下主矿选矿改为5选1的程序,主矿排完料才能让6至9号杂矿仓排料,每车设定1个主矿和1个杂矿。
3.3.2、以前模拟屏上只能设定两批料,改为在监控画面上设定,任凭操作人员任意设定,并且随时可以修改。
3.3.3、把原来程序设定的两种程序A、B改为四种程序A、B、C、D,程序循环周期设定为12个周期位,至少要设定1位,到12自动返回。每个程序占一个周期位,每个程序装8车料。
3.4、硬件部分继续使用原西门子S5系列的电源、控制器(CPU)、接口、通讯等模板,去掉原来ET100U模块和模拟屏操作台,增加Scade01、Scade02、Scade03、Scade04四台工控计算机,它们通过网络连接器Switch与PLC控制柜相连。整个网络系统通过工业以太网连接,每台工控计算机都安装CP1413网卡,并通过其与CPU进行通讯。另外,在原有输入输出模板不变情况下,增加一块模拟量输入模板,用来显示仪表数据,主要是秤值。硬件系统的网络结构见图2。
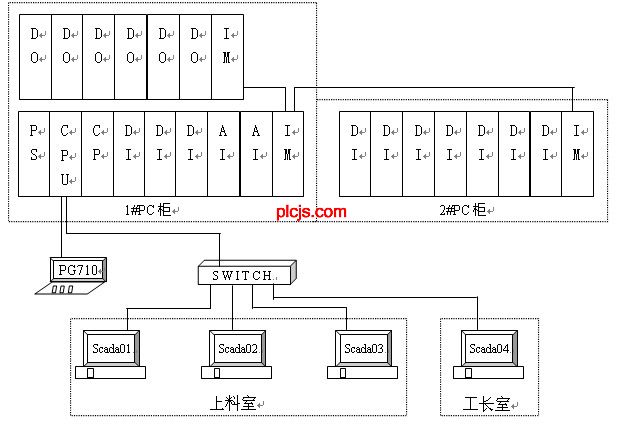
图2 6号高炉硬件网络图
4、结论
邯钢6号高炉改造投运一年以来,系统运行稳定,各项技术指标合乎要求,在正常连锁的条件下,上料能力明显提高,误差明显降低,大幅度降低了操作人员的劳动强度,节省了生产费用,达到预期的效果,使高炉的利用系数明显提高了0.1到0.2,取得了可观的经济效益,改造非常成功。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
邯钢6号高炉上料工艺是将烧结矿、焦碳、焦丁等炼铁原料首先通过振动筛、给料器、矿仓、皮带、矿中间斗等设备到料车,然后到达高炉炉顶,最后通过布料器、小钟、大钟等炉顶设备进入高炉炉体的。起工艺流程见图1。
WWW_PLCJS@_COM%-PLC-技.术_网
高炉上料工艺的备料、运料及炉内部分均采用了工业PLC自控调节系统,控制着高炉槽下备料、料车行程、炉顶设备等众多设备相关的控制参数。因此,自控装置的好坏,控制操作方式的优劣,直接影响着高炉生产及操作人员的劳动强度。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
图1 高炉上料工艺流程图
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
2、存在的问题
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
邯钢6高炉为有料钟,自从1996年投运以来运行已有七年之久,这期间尤其是近一年来,自控装置经常出现死机、元器件损坏、模块坏等问题,常迫使操作人员停工,甚至高炉休风,严重影响公司生产,原因是原控制系统采用的是西门子S5系统和模拟屏操作平台,这些都是最早期的自控系统和操作方式,依次故障不断,主要表现为:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.1、操作平台为模拟屏的操作方式,各种数据的设定、修改、命令的执行都是通过操作台上的开关和按钮来进行,在程序设定时,容易乱,操作人员掌握起来比较困难,出现故障处理速度慢,因而影响生产,并且增加了工人的劳动强度。
W1WW_P4LCJS_COM-PLC-技.术_网
2.2、各种元件老化,故障率太高,数码管和二极管损坏严重,数码管等备件严重不足,并且价格昂贵,货源紧张。
W1WW_P4LCJS_COM-PLC-技.术_网
2.3、上料运行方式为半手动方式,随着高炉其它系统的改造,6号高炉的上料能力越来越不能满足要求。
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
3、改造措施及效果
W1WW_P4LCJS_COM-PLC-技.术_网
为了提高6号高炉的上料能力,2002年12月份,针对以上存在的问题,在原系统的基础上对其进行了改进。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3.1、操作方式由原来的模拟屏半手动操作改造成微机完全自动操作,把原来的操作台开关、按钮换成现代化水平的计算机的键盘和鼠标,因而使操作变得简单方便。
WWW.PLCJS.COM——可编程控制器技术门户
3.2、编程软件继续使用德国的西门子S5系统,去掉原来的ET100U部分;上位机监控软件使用美国Intellution公司的Fix32绘图软件;这样原来的程序已经不能再使用,需要完全改动,所以重新编程,在编程的过程中打通S5系统和上位机Fix32的通讯以保证整个系统的完整性。新的监控系统的制作画面和数据设定均在中文WINDOWS NT平台环境之下,这样使得操作人员一目了然,易于理解和操作,也便于维护;监控画面还增加了探尺趋势图、矿仓趋势图和矿仓数据报表,有利于高炉工长和操作人员对生产的更为准确的监控。
WWcW_PLCJS_COM-PLC-技.术_网
3.3、为了满足现在高炉工艺的需要,使程序设定更加简便灵活,对PLC程序上作以下几点修改:
plcjs.技.术_网
3.3.1、槽下主矿选矿改为5选1的程序,主矿排完料才能让6至9号杂矿仓排料,每车设定1个主矿和1个杂矿。
WWcW_PLCJS_COM-PLC-技.术_网
3.3.2、以前模拟屏上只能设定两批料,改为在监控画面上设定,任凭操作人员任意设定,并且随时可以修改。
——可——编——程——控-制-器-技——术——门——户
3.3.3、把原来程序设定的两种程序A、B改为四种程序A、B、C、D,程序循环周期设定为12个周期位,至少要设定1位,到12自动返回。每个程序占一个周期位,每个程序装8车料。
WW.W_PLCJS_COM-PLC-技.术_网
3.4、硬件部分继续使用原西门子S5系列的电源、控制器(CPU)、接口、通讯等模板,去掉原来ET100U模块和模拟屏操作台,增加Scade01、Scade02、Scade03、Scade04四台工控计算机,它们通过网络连接器Switch与PLC控制柜相连。整个网络系统通过工业以太网连接,每台工控计算机都安装CP1413网卡,并通过其与CPU进行通讯。另外,在原有输入输出模板不变情况下,增加一块模拟量输入模板,用来显示仪表数据,主要是秤值。硬件系统的网络结构见图2。
WWW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
图2 6号高炉硬件网络图
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
4、结论
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
邯钢6号高炉改造投运一年以来,系统运行稳定,各项技术指标合乎要求,在正常连锁的条件下,上料能力明显提高,误差明显降低,大幅度降低了操作人员的劳动强度,节省了生产费用,达到预期的效果,使高炉的利用系数明显提高了0.1到0.2,取得了可观的经济效益,改造非常成功。
本新闻共2页,当前在第1页1 2
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
上一篇: PLC在输煤程控系统中的实际应用下一篇: CAN总线在武钢现场中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行