Siemens系列产品在冷轧实验机中的应用
日期:2006-7-30 23:39:02 来源:本文摘自《PLC&FA》
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
目前,西门子PLC以其强大的功能,优越的性能和良好的稳定性,在各行各业的生产线的控制中被广泛地使用,尤其是在轧钢领域应用得更是普遍。冷轧实验机的控制系统对控制器的精度和速度的要求都很苛刻,因为冷轧机的产品原料通常都很薄,轧制过程厚度控制的难度较大,同时还要对张力、速度进行精确控制。作为实验机,不仅要控制好,同时还要对控制过程的实验数据精确的测量,以便对工艺过程参数做进一步地分析和研究。
整个冷轧的机械部分包括主轧机(机架、两支撑辊和工作辊)、卷取机、减速机等。控制部分包括主传动电机、电动压下电机、左/右卷取电机、西门子直流调速器和液压缸。液压站中的五个电机和润滑站中的工艺润滑、设备润滑两个电机、加热器等。
控制系统包括两部分,即控制部分和数据采集处理部分。控制部分采用西门子公司的S7-400系列PLC,并利用FM458作为高速模拟量控制器,与ET200组成ProfibusDP网,对分散的对象如操作台的控制时减少接线。使用S7-300PLC作为从站对液压站和润滑站进行控制。利用S7-400系列的443-1完成S7-400主站与人机界面计算机的通讯,人机界面计算机位于操作台上,采用西门子公司的触摸屏,软件为WinCCflexible。
主液压缸位移的测量选用德国的MTS绝对值传感器,左/右卷机的转速测量选用雷恩增量编码器,利用FM458控制器通过FM438-1扩展板上的绝对值和增量编码器模块读取位移和转速值,另外卷径也是通过增量编码器计算出来的。冷轧薄带钢在卷取时的张力是通过力传感器检测的。硬件配置见图1所示。
首先慢速点动将原料带钢上卷,此时的主传动电机和卷取电机都是由S7-400站上的FM458通过6RA70直流调速器来控制的,其反馈信号如电机的速度是由FM438上的增量编码器检测,电机电流有调速器提供。构成速度闭环和电流(即转矩)闭环,同时通过力传感器检测到带钢的张力,完成力闭环控制。然后在触摸屏上输入工艺参数,如轧制的道次及相应的厚度值等。带钢的厚度控制是有MTS高精度位移传感器检测液压缸的位置,通过FM438模板上的绝对值编码器采集信号,经过PID算法后,输出电压值到高速伺服阀,从而完成对液压缸的位置闭环控制。当轧辊需要大位移移动时,需要对压下电机的控制来完成。
轧机在工作之前,液压站要首先工作,即要将主泵和背压泵打开,冷却水泵打开,以降低油温。将加热器打开,使乳化液的温度控制在50℃左右,打开搅拌电机时乳化液温度均匀。打开工艺润滑泵和设备润滑泵。
乳化液的温度控制是有S7-315 CPU,通过8通道模拟量输入模块7KF02检测来自温度变送器的温度值,通过与设定值的比较,控制两个加热器的通和断。当实际温度与设定温度相差较大时,两个加热器都打开,当实际温度接近设定温度的一个范围内时,关掉一个加热器。当轧机工作时,S7-315还要检测乳化液出口处的压力,并将压力、温度、液压站滤油器的状态等值通过Profibus-DP网发送到S7-400主站中的DB块中,以便在HMI计算机上显示,同时将速度、电流、张力等信号保存的数据库中。
●Mode:通讯模式,MS为主从方式的通讯模式。
●Partner DP Addr:DP通讯伙伴的地址。
●Partner Addr:通讯伙伴的输入/输出地址。
●Local Addr:本站的输入/输出地址(S7-300站的地址)。
●Length:连续的输入/输出地址区的长度为32个字节。
●Consistency:数据的连续性。
1 引言
WWW_PLC※JS_COM-PmLC-技.术_网
目前,西门子PLC以其强大的功能,优越的性能和良好的稳定性,在各行各业的生产线的控制中被广泛地使用,尤其是在轧钢领域应用得更是普遍。冷轧实验机的控制系统对控制器的精度和速度的要求都很苛刻,因为冷轧机的产品原料通常都很薄,轧制过程厚度控制的难度较大,同时还要对张力、速度进行精确控制。作为实验机,不仅要控制好,同时还要对控制过程的实验数据精确的测量,以便对工艺过程参数做进一步地分析和研究。
WW.W_PLCJS_COM-PLC-技.术_网
整个冷轧的机械部分包括主轧机(机架、两支撑辊和工作辊)、卷取机、减速机等。控制部分包括主传动电机、电动压下电机、左/右卷取电机、西门子直流调速器和液压缸。液压站中的五个电机和润滑站中的工艺润滑、设备润滑两个电机、加热器等。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
2 系统的硬件设计
WWW_PL※CJS_COM-PLC-技.术_网
控制系统包括两部分,即控制部分和数据采集处理部分。控制部分采用西门子公司的S7-400系列PLC,并利用FM458作为高速模拟量控制器,与ET200组成ProfibusDP网,对分散的对象如操作台的控制时减少接线。使用S7-300PLC作为从站对液压站和润滑站进行控制。利用S7-400系列的443-1完成S7-400主站与人机界面计算机的通讯,人机界面计算机位于操作台上,采用西门子公司的触摸屏,软件为WinCCflexible。
WW.W_PLCJS_COM-PLC-技.术_网
主液压缸位移的测量选用德国的MTS绝对值传感器,左/右卷机的转速测量选用雷恩增量编码器,利用FM458控制器通过FM438-1扩展板上的绝对值和增量编码器模块读取位移和转速值,另外卷径也是通过增量编码器计算出来的。冷轧薄带钢在卷取时的张力是通过力传感器检测的。硬件配置见图1所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户

WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
图1 控制系统硬件配
WWW.PLCJS.COM——可编程控制器技术门户
3 系统原理设计
WWW.PLCJS.COM——可编程控制器技术门户
首先慢速点动将原料带钢上卷,此时的主传动电机和卷取电机都是由S7-400站上的FM458通过6RA70直流调速器来控制的,其反馈信号如电机的速度是由FM438上的增量编码器检测,电机电流有调速器提供。构成速度闭环和电流(即转矩)闭环,同时通过力传感器检测到带钢的张力,完成力闭环控制。然后在触摸屏上输入工艺参数,如轧制的道次及相应的厚度值等。带钢的厚度控制是有MTS高精度位移传感器检测液压缸的位置,通过FM438模板上的绝对值编码器采集信号,经过PID算法后,输出电压值到高速伺服阀,从而完成对液压缸的位置闭环控制。当轧辊需要大位移移动时,需要对压下电机的控制来完成。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
轧机在工作之前,液压站要首先工作,即要将主泵和背压泵打开,冷却水泵打开,以降低油温。将加热器打开,使乳化液的温度控制在50℃左右,打开搅拌电机时乳化液温度均匀。打开工艺润滑泵和设备润滑泵。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
乳化液的温度控制是有S7-315 CPU,通过8通道模拟量输入模块7KF02检测来自温度变送器的温度值,通过与设定值的比较,控制两个加热器的通和断。当实际温度与设定温度相差较大时,两个加热器都打开,当实际温度接近设定温度的一个范围内时,关掉一个加热器。当轧机工作时,S7-315还要检测乳化液出口处的压力,并将压力、温度、液压站滤油器的状态等值通过Profibus-DP网发送到S7-400主站中的DB块中,以便在HMI计算机上显示,同时将速度、电流、张力等信号保存的数据库中。
WWW.PLCJS.COM——可编程控制器技术门户
4 系统通讯设计WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
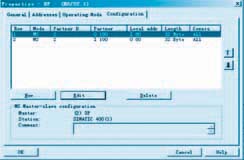
在控制系统中将S7-400设为主站,将S7-300设为从站,它们之间的地址映射关系见图2和图3。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
●Mode:通讯模式,MS为主从方式的通讯模式。
——可——编——程——控-制-器-技——术——门——户
●Partner DP Addr:DP通讯伙伴的地址。
WWW_P※LCJS_CO※M-PLC-技-.术_网
●Partner Addr:通讯伙伴的输入/输出地址。
——可——编——程——控-制-器-技——术——门——户
●Local Addr:本站的输入/输出地址(S7-300站的地址)。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
●Length:连续的输入/输出地址区的长度为32个字节。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
●Consistency:数据的连续性。
WWcW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
——可——编——程——控-制-器-技——术——门——户
图2 主、从站的地址映射关系
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户

本新闻共2页,当前在第1页1 2
WWW_PL※CJS_COM-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行