涤纶后纺联合机主传动电气改
日期:2011-8-19 20:27:40 点击:
来源:网络
作者: 未知
来源:网络
作者: 未知
点击【 大 中 小 】放大字体.
【摘 要】
本文介绍涤纶短丝后处理联合机主传动,由直流调速系统改造为变频调速系统的结构组成,主回路工作原理,变频参数设置,可编程控制系统设计及此系统常见故障的分析及处理方法。
【关键词】
联合机 变频器 可编程控制器
【Abstract】 This article introduces the inverter speed regulating system constitution of the polyester staple fiber main combine transmission machine, main loop theory, to set the inverter’s parameter, programmable controller system design, and fault analyse, and disposal of the system.
【Key words】 Combine machine Inverter PLC
1 前言
LHV902后处理联合机是上世纪八十年代末国内制造的最先进的涤纶短丝生产设备。采用直流调速系统控制,250KW直流电动机拖动长边轴。其长期连续运行近10年来,设备严重老化,效率降低,故障频发,维护复杂,并导致后纺压丝,前纺停车。经过深入分析研究后,决定采用西门子6SE-7036系列 315KVA变频器及三菱FX1s—20MR可编程控制器进行控制。 其自动化控制水平高,调速范围广,高效节能,故障率低的特点,能够更好的满足公司产品多样化、差别化的要求。
2 变频调速控制系统
2.1主回路工作原理
西门子6SE-7036系列 315KVA变频器用于后处理联合机长边轴变频电动机的控制。变频调速异步电机电动机型号BPY355L-4,额定功率300KW,额定电流523A。主回路原理图如图1所示.

图1 主回路原理图
K3:断路器C45N L:三相进线电抗器HLSG2—0.8 HG:电流互感器LMK1—0.66 80
此系统根据工艺要求,通过电位器1W、2W(WX04-23-3W),低速设定为9.8Hz,高速设定为46.6Hz.实现低速伸头、高速正常生产两种运行状态。
2.2变频器主要参数设置
西门子变频器可以通过PUM参数设定单元(4位7段数码显示和若干按键),对变频器进行参数设定、操作和监控。为实现变频器正常运行,其参数设定至关重要,具体步骤如下:

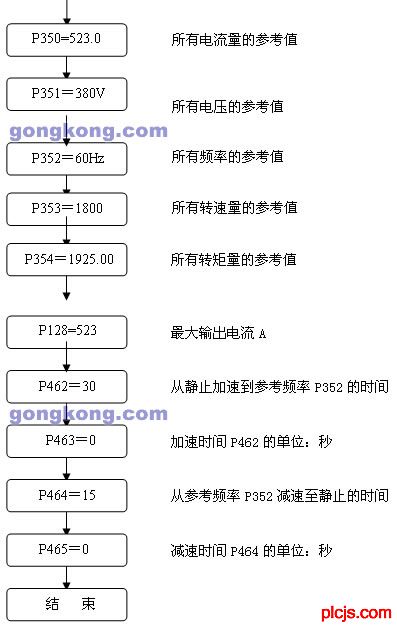
图2 参数设置步骤图
2.3可编程控制系统设计
可编程控制系统采用三菱FX1s—20MR可编程控制器对LHY901涤纶短丝后处理联合机的工艺要求的连锁信号,启动信号,停止信号, 升速信号进行控制。其I/O分配及梯形图如图3所示。
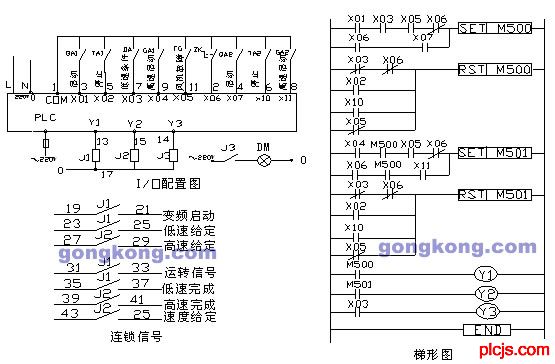
图3 PLC的I/O分配图及梯形图
三菱FX1s—20MR是由电源、CPU、存储器和输入输出器件组成的单元型可编程控制器。而且,内装DC24V电源作为传感器、按钮的辅助电源。其输入12点(X0~X13),输出8点(Y0~Y7).其灵活通用、可靠性高、使用方便、维护简单的特点是继电器控制系统无法代替的。
指令语程序表如附表所示.

附表 指令语程序表
现对图3作几点说明:
(1)DM为低速条件满足指示灯,即联合机润滑油泵开启并达到规定油压,以及丝束乱丝张力检测无异常时,此指示灯亮。
(2)J1、J2为低、高速中间继电器下(HH54P)。
(3)ZK为柜内、柜外旋转开关,即可选择联合机低、高速、停车的现场和控制室两种操作方式。
(4)QA1、TA1、GA1为现场控制按钮, QA2、TA2、GA2为控制室控制按钮。
(5)DA为低速连锁条件,即联合机润滑油站油压压力开关信号(联合机D100前控柜325J),丝束乱丝张力检测(集束操纵箱H564发送至D100的328J)。
3 变频调速控制系统常见故障分析及处理方法
3.1联合机无低速
(1)低速条件指示灯DM不亮,查联合机D100前控柜325J油低报警及各压力开关;328J乱丝张力检测。若异常,查明原因,恢复正常。
(2)查主电机风机是否异常,即X05灯是否亮。
(3)查启动、停止按钮是否异常,即X01、X02灯是否亮。
3.2变频器常见故障及解决措施
变频器是技术含量很高的产品,在使用过程中一旦发生故障,可根据其故障号,判断其故障现象,并采取相应解决措施。现将变频器常见故障及解决措施介绍如下:
(1) 故障号:F006 ,DC link overvoltage由于直流母线电压过高,该装置关机。解决措施:
● 检查电源电压或输入直流电压;
● 增大P464减速时间。
(2) 故障号: F011, Overcurrent该装置由于过电流而关机超过关机门限电流。
解决措施:
● 检查变频器输出是否短路或有接地故障;
● 检查负载处于过载状态。
(3) 故障号: F015, Motor stall电机已堵转或失步。
解决措施:
● 降低负载;
● 提高电流极限;
● 提高堵转时间P805。
(4) 故障号: F028, Supply phase直流环节纹波的频率和幅值指示单相电源故障。解决措施:检查电源电压。
(5) 故障号: F035 ,Ext. fault1可以参数设置的外部故障输入1激活。
解决措施:
● 检查是否有外部故障;
● 检查是否至相应数字量输入的电缆被损坏。
4 结束语
此改造项目2003年自主设计实施,调试、联动运行。运行至今故障率为零。联和机运行速度达到历史上新高,实现了设备运行稳定,产品高效优质。其后纺待丝时间由原来的零,到如今每天三个小时,给计划检修赢得了宝贵的时间。2004年,该项目被正昊化纤新材料有限公司评为“技术进步二等奖”。
参考文献
[1]SIMOVERT MASTERDRIVES 矢量控制使用大全
[2]三菱电机可编程控制器 FX系列编程手册
[3]三菱微型可编程控制器 FX1s系列微型可编程控制器使用手册
[4]黄俊 王兆安编.电力电子变流技术.北京:机械工业出版社,2002
[5]谢克明 夏路易编.可编程控制器原理与程序设计.北京:电子工业出版社,2002
WWW_PLC※JS_COM-PmLC-技.术_网
本文介绍涤纶短丝后处理联合机主传动,由直流调速系统改造为变频调速系统的结构组成,主回路工作原理,变频参数设置,可编程控制系统设计及此系统常见故障的分析及处理方法。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
【关键词】
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
联合机 变频器 可编程控制器
WWcW_PLCJS_COM-PLC-技.术_网
【Abstract】 This article introduces the inverter speed regulating system constitution of the polyester staple fiber main combine transmission machine, main loop theory, to set the inverter’s parameter, programmable controller system design, and fault analyse, and disposal of the system.
WW.W_PLC※JS_C,OM-PL,C-技.术_网
【Key words】 Combine machine Inverter PLC
plcjs.技.术_网
1 前言
WWW_PLC※JS_COM-PmLC-技.术_网
LHV902后处理联合机是上世纪八十年代末国内制造的最先进的涤纶短丝生产设备。采用直流调速系统控制,250KW直流电动机拖动长边轴。其长期连续运行近10年来,设备严重老化,效率降低,故障频发,维护复杂,并导致后纺压丝,前纺停车。经过深入分析研究后,决定采用西门子6SE-7036系列 315KVA变频器及三菱FX1s—20MR可编程控制器进行控制。 其自动化控制水平高,调速范围广,高效节能,故障率低的特点,能够更好的满足公司产品多样化、差别化的要求。
WWW_PLCJS@_COM%-PLC-技.术_网
2 变频调速控制系统
WW.W_PLCJS_COM-PLC-技.术_网
2.1主回路工作原理
WW.W_PLCJS_COM-PLC-技.术_网
西门子6SE-7036系列 315KVA变频器用于后处理联合机长边轴变频电动机的控制。变频调速异步电机电动机型号BPY355L-4,额定功率300KW,额定电流523A。主回路原理图如图1所示.
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图1 主回路原理图
WW.W_PLCJS_COM-PLC-技.术_网
K3:断路器C45N L:三相进线电抗器HLSG2—0.8 HG:电流互感器LMK1—0.66 80
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
此系统根据工艺要求,通过电位器1W、2W(WX04-23-3W),低速设定为9.8Hz,高速设定为46.6Hz.实现低速伸头、高速正常生产两种运行状态。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2.2变频器主要参数设置
WWW.PLCJS.COM——可编程控制器技术门户
西门子变频器可以通过PUM参数设定单元(4位7段数码显示和若干按键),对变频器进行参数设定、操作和监控。为实现变频器正常运行,其参数设定至关重要,具体步骤如下:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图2 参数设置步骤图
WWcW_PLCJS_COM-PLC-技.术_网
2.3可编程控制系统设计
WW.W_PLCJS_COM-PLC-技.术_网
可编程控制系统采用三菱FX1s—20MR可编程控制器对LHY901涤纶短丝后处理联合机的工艺要求的连锁信号,启动信号,停止信号, 升速信号进行控制。其I/O分配及梯形图如图3所示。
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
图3 PLC的I/O分配图及梯形图
WWcW_PLCJS_COM-PLC-技.术_网
三菱FX1s—20MR是由电源、CPU、存储器和输入输出器件组成的单元型可编程控制器。而且,内装DC24V电源作为传感器、按钮的辅助电源。其输入12点(X0~X13),输出8点(Y0~Y7).其灵活通用、可靠性高、使用方便、维护简单的特点是继电器控制系统无法代替的。
WWW_PLC※JS_COM-PmLC-技.术_网
指令语程序表如附表所示.
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLCJS_COM-PLC-技.术_网
附表 指令语程序表
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
现对图3作几点说明:
WWW_P※LCJS_CO※M-PLC-技-.术_网
(1)DM为低速条件满足指示灯,即联合机润滑油泵开启并达到规定油压,以及丝束乱丝张力检测无异常时,此指示灯亮。
WWW_PLCJS_COM-PLC-技.术_网
(2)J1、J2为低、高速中间继电器下(HH54P)。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(3)ZK为柜内、柜外旋转开关,即可选择联合机低、高速、停车的现场和控制室两种操作方式。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(4)QA1、TA1、GA1为现场控制按钮, QA2、TA2、GA2为控制室控制按钮。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(5)DA为低速连锁条件,即联合机润滑油站油压压力开关信号(联合机D100前控柜325J),丝束乱丝张力检测(集束操纵箱H564发送至D100的328J)。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3 变频调速控制系统常见故障分析及处理方法
WWW_PLCJS_COM-PLC-技.术_网
3.1联合机无低速
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(1)低速条件指示灯DM不亮,查联合机D100前控柜325J油低报警及各压力开关;328J乱丝张力检测。若异常,查明原因,恢复正常。
plcjs.技.术_网
(2)查主电机风机是否异常,即X05灯是否亮。
P.L.C.技.术.网——可编程控制器技术门户
(3)查启动、停止按钮是否异常,即X01、X02灯是否亮。
WWW_P※LCJS_COM-PLC-)技.术_网
3.2变频器常见故障及解决措施
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
变频器是技术含量很高的产品,在使用过程中一旦发生故障,可根据其故障号,判断其故障现象,并采取相应解决措施。现将变频器常见故障及解决措施介绍如下:
WW.W_PLCJS_COM-PLC-技.术_网
(1) 故障号:F006 ,DC link overvoltage由于直流母线电压过高,该装置关机。解决措施:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
● 检查电源电压或输入直流电压;
P.L.C.技.术.网——可编程控制器技术门户
● 增大P464减速时间。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2) 故障号: F011, Overcurrent该装置由于过电流而关机超过关机门限电流。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
解决措施:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
● 检查变频器输出是否短路或有接地故障;
W1WW_P4LCJS_COM-PLC-技.术_网
● 检查负载处于过载状态。
W1WW_P4LCJS_COM-PLC-技.术_网
(3) 故障号: F015, Motor stall电机已堵转或失步。
WWcW_PLCJS_COM-PLC-技.术_网
解决措施:
WWW_PLCJS@_COM%-PLC-技.术_网
● 降低负载;
WW.W_PLCJS_COM-PLC-技.术_网
● 提高电流极限;
——可——编——程——控-制-器-技——术——门——户
● 提高堵转时间P805。
WW.W_PLCJS_COM-PLC-技.术_网
(4) 故障号: F028, Supply phase直流环节纹波的频率和幅值指示单相电源故障。解决措施:检查电源电压。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(5) 故障号: F035 ,Ext. fault1可以参数设置的外部故障输入1激活。
plcjs.技.术_网
解决措施:
plcjs.技.术_网
● 检查是否有外部故障;
WWW_PL※CJS_COM-PLC-技.术_网
● 检查是否至相应数字量输入的电缆被损坏。
WWcW_PLCJS_COM-PLC-技.术_网
4 结束语
W1WW_P4LCJS_COM-PLC-技.术_网
此改造项目2003年自主设计实施,调试、联动运行。运行至今故障率为零。联和机运行速度达到历史上新高,实现了设备运行稳定,产品高效优质。其后纺待丝时间由原来的零,到如今每天三个小时,给计划检修赢得了宝贵的时间。2004年,该项目被正昊化纤新材料有限公司评为“技术进步二等奖”。
WWW_PLC※JS_COM-PmLC-技.术_网
参考文献
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
[1]SIMOVERT MASTERDRIVES 矢量控制使用大全
——可——编——程——控-制-器-技——术——门——户
[2]三菱电机可编程控制器 FX系列编程手册
P.L.C.技.术.网——可编程控制器技术门户
[3]三菱微型可编程控制器 FX1s系列微型可编程控制器使用手册
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
[4]黄俊 王兆安编.电力电子变流技术.北京:机械工业出版社,2002
WWW_PLC※JS_COM-PmLC-技.术_网
[5]谢克明 夏路易编.可编程控制器原理与程序设计.北京:电子工业出版社,2002
WWW_PL※CJS_COM-PLC-技.术_网
上一篇: 力控应用技巧:日期与时下一篇: PT100热电阻的接线方式
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行