非伺服主轴实现数控机床主轴准停的尝试
日期:2010-8-22 20:27:52 点击:
来源:中国工控网
作者:
来源:中国工控网
作者:
点击【 大 中 小 】放大字体.
数控立车和数控镗铣床的生产实践中,由于机床结构的限制,在机床主轴上无法安装编码器,或者出于节约成本的需要,不采用伺服主轴,我们可以采用的主轴准停方式是用无触点开关或光电开关来检测主轴头上的刀具定位键,然后发送脉冲给伺服系统,作为主轴准停时的零位脉冲信号,伺服系统根据预先设定的参数进行定位控制,获得精确的主轴定位。这种准停方法不需内部改动,外加装置只需一个无触点开关,参数的设置也比较简单,所以是一种比较理想且易于实现的解决方法。此方法也适用于带PG卡的变频器主轴和PLC控制的变频主轴,在带刀库的数控龙门钻和极坐标数控钻铣床的设计和生产中也得到了广泛的应用。
一、工作原理
下面以SIMODRIVE 611为例说明,在此系统中有位置监测功能,输入接口,可编程输入输出端子及大量的功能参数,可以很方便的进行功能的扩展和开发。此次准停机构改造的思路是通过PLC程序激活主轴定位功能后,由伺服系统检测主轴旋转到位的BERO脉冲信号(由无触点开关发出),然后根据设定的功能参数分阶段进行主轴定位操作,获得精确的主轴定位。利用伺服系统主轴驱动单元的可编程输入和输出端子,定义主轴准停功能和相应的参数。主轴定位功能见图1。
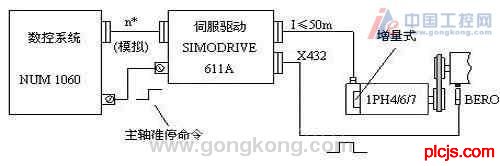
图1 伺服系统主轴定位示意图
准停命令(M19)由操作人员给出,PLC检测到准停命令时发出准停触发脉冲,伺服系统监测BERO脉冲信号,获得BERO信号后伺服系统开始进行主轴准停操作。准停过程如图2所示。

图2 准停过程示意图
主轴准停过程分为三个阶段,即刹车(阶段1)、匀减速1(阶段2)、匀减速2(阶段3),三个阶段可根据到准停点的距离来调整其宽度和斜率(设定参数为P-134, P-135, P-136, P-138, P-139)。当准停开始时,主轴会以预定转速(由参数P-146设定)开始准停,如果准停时主轴转速低于预定速度,主轴将加速到预定速度,再开始准停,这样可以避免主轴准停时由于主轴转速过低产生的爬行现象,减少准停过程的时间。
主轴进行准停时,主轴可能处在不同的档位上,可以选取两个可编程输入端子(E1~E9)用来定义功能号23和功能号27,用于监测主轴当前所处的档位。在某一档位下,主轴准停时的偏移量可选取参数P-121、P-122、P-124、P-125等来设定。参数的设定见表一。
表一 不同档位下的参数设定

二.相关参数设定
1.可编程输入输出端子的参数设定:
主要用于选取可编程输入输出端子,监控主轴档位,以及定位完成后的信号输出等,见表二(可编程输入输出端子的选取根据情况而定,本文只作示例,下同)。
表二 输入输出端子的参数设定

2.其它功能参数:
主要包括定位使能,定位过程的调整,定位偏移量,连续零位脉冲之间最大脉冲数,定位触发方式,参数写保护,参数监控等,具体参数设定略。
三.控制方案
1

A21 位置到达1/2 (P-242 = 9/10)
E2为准停开始信号,E3、E4作为主轴当前档位监测输入,其具体定义见表一。A21为准停完成信号。
2.由无触点开关发出的BERO脉冲信号接入伺服系统面板的BERO输入接口(X432或X433),用于检测主轴准停位。
3.定义PLC的输入和输出
输入:M19,准停信号,PLC自定义M功能。
A21,准停完成信号,伺服系统可编程输出
输出:主轴准停开始:定位开始 (E2)
主轴档位监测:位值参考值1…2 (E3)
主轴档位监测:位置参考值3…4 (E4)
4.PLC程序设计
PLC主程序中添加主轴准停指令(M19),用于触发系统主轴准停功能。同时完成主轴档位的监测和输出、准停模式的触发(Position Module)、主轴准停完成信号的监测等。
5.主轴准停的控制流程

见图3所示。
图3 主轴准停的控制流程图
四.结论
实验证明,经参数优化后,准停时间为3~5秒钟。重复定位精度相对于换刀机械手来说可以忽略不计,固定旋转方向准停时可以不考虑机械间隙的影响。
这不但大大减少了准停时间,而且不占用机床任何加工空间,同时,操作起来方便易行,维护工作也仅限于无触点开关。
[摘要]:数控立车和数控镗铣床的生产实践中,由于机床结构的限制,在机床主轴上无法安装编码器,或者出于节约成本的需要,不采用伺服主轴,我们可以采用的主轴准停方式是用无触点开关或光电开关来检测主轴头上的刀具定位键,然后发送脉冲给伺服系统,作为主轴准停时的零位脉冲信号,伺服系统根据预先设定的参数进行定位控制,获得精确的主轴定位。
[关键词]:非伺服主轴 数控机床 主轴准停
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
数控立车和数控镗铣床的生产实践中,由于机床结构的限制,在机床主轴上无法安装编码器,或者出于节约成本的需要,不采用伺服主轴,我们可以采用的主轴准停方式是用无触点开关或光电开关来检测主轴头上的刀具定位键,然后发送脉冲给伺服系统,作为主轴准停时的零位脉冲信号,伺服系统根据预先设定的参数进行定位控制,获得精确的主轴定位。这种准停方法不需内部改动,外加装置只需一个无触点开关,参数的设置也比较简单,所以是一种比较理想且易于实现的解决方法。此方法也适用于带PG卡的变频器主轴和PLC控制的变频主轴,在带刀库的数控龙门钻和极坐标数控钻铣床的设计和生产中也得到了广泛的应用。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
一、工作原理
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
下面以SIMODRIVE 611为例说明,在此系统中有位置监测功能,输入接口,可编程输入输出端子及大量的功能参数,可以很方便的进行功能的扩展和开发。此次准停机构改造的思路是通过PLC程序激活主轴定位功能后,由伺服系统检测主轴旋转到位的BERO脉冲信号(由无触点开关发出),然后根据设定的功能参数分阶段进行主轴定位操作,获得精确的主轴定位。利用伺服系统主轴驱动单元的可编程输入和输出端子,定义主轴准停功能和相应的参数。主轴定位功能见图1。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图1 伺服系统主轴定位示意图
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
准停命令(M19)由操作人员给出,PLC检测到准停命令时发出准停触发脉冲,伺服系统监测BERO脉冲信号,获得BERO信号后伺服系统开始进行主轴准停操作。准停过程如图2所示。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWcW_PLCJS_COM-PLC-技.术_网
图2 准停过程示意图
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
主轴准停过程分为三个阶段,即刹车(阶段1)、匀减速1(阶段2)、匀减速2(阶段3),三个阶段可根据到准停点的距离来调整其宽度和斜率(设定参数为P-134, P-135, P-136, P-138, P-139)。当准停开始时,主轴会以预定转速(由参数P-146设定)开始准停,如果准停时主轴转速低于预定速度,主轴将加速到预定速度,再开始准停,这样可以避免主轴准停时由于主轴转速过低产生的爬行现象,减少准停过程的时间。
——可——编——程——控-制-器-技——术——门——户
主轴进行准停时,主轴可能处在不同的档位上,可以选取两个可编程输入端子(E1~E9)用来定义功能号23和功能号27,用于监测主轴当前所处的档位。在某一档位下,主轴准停时的偏移量可选取参数P-121、P-122、P-124、P-125等来设定。参数的设定见表一。
WWW_PL※CJS_COM-PLC-技.术_网
表一 不同档位下的参数设定
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
二.相关参数设定
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1.可编程输入输出端子的参数设定:
WWW_PLC※JS_COM-PmLC-技.术_网
主要用于选取可编程输入输出端子,监控主轴档位,以及定位完成后的信号输出等,见表二(可编程输入输出端子的选取根据情况而定,本文只作示例,下同)。
WWcW_PLCJS_COM-PLC-技.术_网
表二 输入输出端子的参数设定
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
2.其它功能参数:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
主要包括定位使能,定位过程的调整,定位偏移量,连续零位脉冲之间最大脉冲数,定位触发方式,参数写保护,参数监控等,具体参数设定略。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
三.控制方案
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
——可——编——程——控-制-器-技——术——门——户
A21 位置到达1/2 (P-242 = 9/10)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
E2为准停开始信号,E3、E4作为主轴当前档位监测输入,其具体定义见表一。A21为准停完成信号。
WWW.PLCJS.COM——可编程控制器技术门户
2.由无触点开关发出的BERO脉冲信号接入伺服系统面板的BERO输入接口(X432或X433),用于检测主轴准停位。
WWcW_PLCJS_COM-PLC-技.术_网
3.定义PLC的输入和输出
W1WW_P4LCJS_COM-PLC-技.术_网
输入:M19,准停信号,PLC自定义M功能。
WWW_P※LCJS_CO※M-PLC-技-.术_网
A21,准停完成信号,伺服系统可编程输出
WWW.PLCJS.COM——可编程控制器技术门户
输出:主轴准停开始:定位开始 (E2)
WWW.PLCJS.COM——可编程控制器技术门户
主轴档位监测:位值参考值1…2 (E3)
WWW_PL※CJS_COM-PLC-技.术_网
主轴档位监测:位置参考值3…4 (E4)
WWW_P※LCJS_COM-PLC-)技.术_网
4.PLC程序设计
W1WW_P4LCJS_COM-PLC-技.术_网
PLC主程序中添加主轴准停指令(M19),用于触发系统主轴准停功能。同时完成主轴档位的监测和输出、准停模式的触发(Position Module)、主轴准停完成信号的监测等。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
5.主轴准停的控制流程
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
plcjs.技.术_网
见图3所示。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图3 主轴准停的控制流程图
——可——编——程——控-制-器-技——术——门——户
四.结论
WWW_PLCJS_COM-PLC-技.术_网
实验证明,经参数优化后,准停时间为3~5秒钟。重复定位精度相对于换刀机械手来说可以忽略不计,固定旋转方向准停时可以不考虑机械间隙的影响。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
这不但大大减少了准停时间,而且不占用机床任何加工空间,同时,操作起来方便易行,维护工作也仅限于无触点开关。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
上一篇: 基于Pro/E的悬臂式掘进机后支撑的虚拟装配设计下一篇: 中小型水轮机机械调速器的技术改造
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行