交直流控制系统在粗轧压下中的应用比较与实践分析
日期:2010-8-19 13:39:46 点击:
来源:网络
作者: 未知
来源:网络
作者: 未知
点击【 大 中 小 】放大字体.
摘要:本文介绍了交、直流驱动装置在中板粗轧压下系统中的成功应用。这两次应用分别以AB交流变频器和西门子直流数字装置为核心,构架各自的网络控制系统。文章对二者的应用效果、技术难点、参数优化进行了对比分析。
The Application and Compare Analyse of The Control System of AC & DC in the System of Depressive on the Thick Rolling Mill
(The Medium Plate Plant of Jinan Iron and Steel Co. Ltd. ,Jinan 250101,China,Chen Jinbiao,Zhou Tao, Duan Wenyu,Li Wei,Li Desong)
Abstract: This article introduced the successful application of the AC & DC drive device on the depress system of the thick rolling mill in the middle plate factory .The twice application trussed the net structure according to the AC transducer of the AB and DC numeric device of the SIEMENS as the core. The article compared and analysed the effects of the application and the difficulties of the technology and the optimize of the parameter.
1. 前言
当前控制领域中,矢量变频技术已经成熟,并且得到了极为广泛的应用。粗轧压下控制系统项目中,首先应用了AB公司的矢量变频技术,轧机压下电机采用交流电机,冷却系统为水冷风包系统。应用中,出现了很多的技术问题和难点。经过不断学习、实践、摸索,最终彻底解决了压下电机起动速度慢、运行不稳定,操作与传动两侧运行负荷不平衡、烧毁操作侧电机等一系列技术应用中的难题。但是,在随后的生产实践中,我们发现在粗轧压下频繁正反转、大力矩、高温环境、快速响应等要求下长期运行,对电机本体要求很高,仍然存在着非常大的潜在的风险和隐患。
因此,在应用AB矢量变频技术的一年后,我们将交流系统改为以西门子直流数字装置为核心的直流系统。直流调速技术应用已经非常成熟,静态、动态性能优良。通过SIMOLINK主从控制的应用,实现了直流系统的优势。满足了工艺生产的要求,实现了直流电机在粗轧压下中的长期稳定运行。使粗轧压下系统成为真正意义的“免维护”系统,大大地降低维护成本,节省了人力。下面就让探讨一下,交、直流系统在粗轧压下这个环节中的应用对比与技术问题。
2. 硬件组成及其对比
2.1粗轧压下交、直流系统硬件异、同点介绍
2.1.1相同部分:
均由轧辅传动系统西门子PLC S7 400、ET200分站、上位机、交流变频电机YP235L-8 200KW 518rpm 2台、MTS位移传感器、DC220V直流装置及其离合器系统组成。
2.1.2不同部分:
(1)拖动系统分别使用了AB矢量变频器和SIEMENS直流6RA70数字装置;
(2)电机冷却中,交流压下为水冷风包系统,直流电机我们采用了强迫低温风冷风机;
(3)交流系统中没有电抗器,直流系统增加了进线和出线电抗器;
2.2矢量变频器的主从控制板
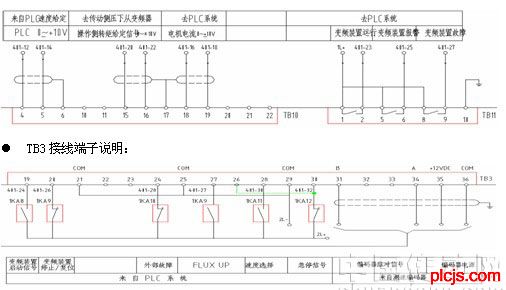
(1)操作(主动)侧变频器端子接线说明
TB10、TB11接线端子说明:
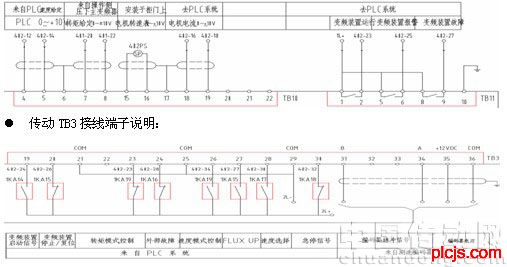
(2)传动(从动)侧变频器端子接线说明
传动TB10、TB11接线端子说明:
以上端子设计,为实现交流变频系统中,操作侧和传动侧压下电机的主从控制奠定硬件基础工作,同时也为变频器参数的设置提供依据。
2.3直流压下电机系统中操作侧和传动侧主从控制网构成
(1)主从控制网络硬件构成图:
(2)西门子主从控制硬件说明
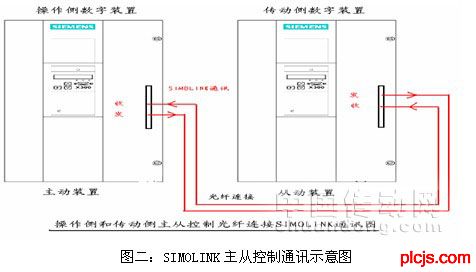
为了达到高精度同步性,本次设计应用了西门子全数字装置组件SLB板,操作侧、传动侧各一块来完成主从控制的通讯任务,两个SLB板间通过专用光纤连接。
操作侧装置的SLB板发送口用光纤连接到传动侧SLB通讯板的接受口,操作侧装置的SLB板接受口用光纤连接到传动侧SLB通讯板的发送口,实际连接正常后SLB板的通讯灯变为绿色闪烁。
2.4对比交直流系统硬件构成及其功能
AB矢量变频技术应用功能的完成最终是通过控制室内的ET200与变频器进行点对点硬件线路连接,及其AB矢量变频器内的参数设置来实现;但是,以西门子直流数字装置为核心的系统中,所有与数字装置、主从控制等功能,均通过DP网络、光纤通讯来完成。因此,从硬件构成上,直流调速系统优于交流矢量变频系统,更加有利于系统控制精度、系统同步、负荷平衡等功能的实现。
3.系统网络组态介绍及其对比分析
3.1粗轧交、直流变频网络组态构架如下:

网络组态说明:
其中UR1、UR2以及3号、4号站为粗轧辅传动系统原来组态,完成前后辊道、东西机架辊道、机后运输辊道、东西推床等控制任务;
组态总图中红线部分为由交流改直流压下系统时,新增加的网络组态,10号、11号站为ET200分站,12号、13号为直流压下西门子全数字装置,四个分站均挂于原辅传动网络下,既节约了硬件资源,也有利于原辅传动系统信息与现压下系统信息的共享利用;
在12号站和13号站之间通过关纤连接,完成主从控制组态;
3.2网络构架对比分析:
(1)交流压下系统网络组成中,在控制室内AB矢量变频器柜内的6号站为系统一个分站,通过硬线连接完成对变频器TB3、TB10、TB11端子的各项控制功能。
(2)直流压下系统,对装置的控制,均通过DP网络通讯完成;
(3)二者间组态的差异直接影响到控制任务响应的速度差异和时时性的差异,在维护中直接表现为交流系统维护量、故障率要大大高于直流系统;
(4)直流压下系统的网路通讯方式,为上位机的丰富开发奠定了硬件基础,直接为压下系统的日常维护提供了重要的模拟量历史数据;
4. 系统设计特点及其对比:
4.1粗轧压下矢量变频技术应用中的技术难题及其解决方案
4.1.1存在的问题
(1).压下电机启动时,给定小了,反应较慢,电机出现嗡嗡响声但是起动困难,来回转动;
(2).大给定起动时,惯性很大,不易控制,致使操作工无法达到预期的辊缝值,需要进行多次的反复调整,才能达到目标辊缝值,严重影响生产节奏。
(3)操作侧电机与传动侧电机差异大,且出现多次烧毁传动侧电机事故。
4.1.2解决方案
根据以上问题小结中的现象分析,我们在参数中设置P184=19参数表示在1336-L9控制板上TB3的第27号端子高电位时,矢量控制系统将启用FLUX UP功能,该功能的使用将为电机增加一个维持启动电流,加快启动速度;运用HIOKI8841多通道示波器,对传动侧和操作侧变频器TB10端子的18、19号端子电机电流值的波形进行监测:发现两侧电机电流的大小差异很大,幅值不一样,波形也不一样,通过传动侧AN IN 2 SCAL 参数对来自操作侧变频器的转据给定值偏值系数进行修正。
4.1.3.改进后的应用效果
(1)Fast flux up功能的使用,目的就是为了当主令回零时,在10秒内再次起动时候,有维持电流,增加了起动力矩,达到快速起动效果。
(2)而且,由于降低了电流限幅,因此转动惯性也小了,够准确地停在目标辊缝值上。
(3)将传动侧变频器给定值系数由2修正为3.5后,两侧电流波形一致了,电机温度差开始缩小,最后几乎接近一致。
4.2粗轧压下6RA70直流装置技术应用特点
4.2.1上位机特点
本次软件设计尤其注意对上位机界面的合理开发,力争做到对粗轧压下系统进行全方位、科学、及时连续的监控。为此,在原有粗轧辅传动系统上位机界面基础上增加了如下功能:电流、电枢电压、励磁电压、励磁电流、电机6个温度测点等的变化曲线对照曲线;操作侧和传动侧辊缝趋势界面;操作侧和传动侧轧制力变化趋势图等。
该界面采集了轧制过程中的辊缝变化、全过程轧制力数据,为工艺优化轧制过程提供了直接分析数据。同时为电气维护人员在出现事故时,提供了又一重要数据分析。
4.2.2本次设计合理的将轧制力通过DP网采集在程序中增加了连锁信号,只要轧制力超过1200吨,即封锁压下直流全数字系统。从技术上完全杜绝了误操作对压下电机的潜在威胁,确保了粗轧压下电机在大负荷、大电流条件下能够长期稳定运行。
4.2.3本次设计还考虑到了在出现一台电机意外事故后,用单电机运行模式进行生产的方式。当由于电机本体问题,造成不能够联动运行方式,即可以通过切断离合器6RA70数字直流电源装置使能信号的方式,操作人员切换到单动运行模式,即可继续进行生产,不造成长时间停产事故发生。
4.2.4冷却系统的合理改造:由小电机现场轧机顶部冷区方式,改为由地面25kw电机通过冷却管道进行强迫风冷方式,大大改善了电机的冷却方式,而地面冷却风机的进风来自于控制室内经过空调冷却的冷风,这样即使夏季也能确保电机处于低温冷却风进行散热。
5. 应用效果说明
5.1矢量系统改进后的应用效果
(1)操作侧和传动侧电机输出电流波形由差异较大,变为几乎相当。
操作侧和传动侧波形比较示意图如下:
参数优化前的操作侧和传动侧的电流波形:
从以上示波器,双通道测试波形数据来看,操作侧压下电机电流(黄色)要比传动侧压下电机电流(绿色)的最大值高于311A左右在这样的运行电流下进行长期生产,电机的本体温度自然会产生很大的差异。
参数优化后的操作侧和传动侧的电流波形:

从以上示波器,双通道测试波形数据来看,操作侧压下电机电流(黄色)与传动侧压下电机电流(绿色)相比较,几乎相当。跟随行很好,实现了很好的负荷平衡效果。
(2)操作侧变频电机在10小时运行过程中温度由70左右,逐步下降到了36度左右,与传动侧的35度几乎一样。
综合效果就是操作工既能够快速起动压下电机,又能够准确地停在目标辊缝值上,由改进前的粗轧轧制一块钢需要76秒,变为改进后的54秒,大大加快的生产节奏。为我厂“三改四”工程的快速达产达效起到了关键的一步。
5.2直流系统应用效果
本次系统设计的核心是成功的应用了西门子SIMOLINK通讯,实现了操作侧和传动侧电机的主从控制的同步性,实现了优良的负荷平衡效果。
5. 2.1采用SIMOLINK光纤通信方式,完全实现了操作侧和传动侧控制的同步性,为电机的长期稳定运行打下了坚实的基础。通过多踪示波器检测,操作侧与传动侧系统电流同步性控制误差仅在90ms以内,大大提高了控制精度。
5.2.2电机冷却系统优良,操作侧和传动侧电机在夏季环境温度为40度时,仍保持在70度以下运行的良好效果,从而为电机长期安全运行提供了有利的外部温度保障。
5.2.3系统设计最终实现了主从控制的同步性,电机起动的快速性,定位的准确性,据统计项目应用后每块钢开胚时间能够缩短2秒左右,每班次增产160吨左右,仅此一项每年就可增创效益五百万元以上。
6. 结束语
在粗轧压下系统二者的成功应用中:前者,为大型直流电机的交流化树立了信心,为进一步推广矢量变频技术在工业生产中的应用,积累了很多的技术应用中的实践经验。该技术的应用,减少了对电机本体的维护量,降低了维护劳动强度,在能够很好解决电机散热问题前提下,可以确保系统长期稳定运行;后者,西门子SIMOLINK光纤通讯技术成功应用于粗轧压下电机控制系统中,确保了操作与传动两侧电机的同步性,实现了负荷平衡效果。电机冷却系统的改造,上位机的合理开发,连锁信号的科学应用,最终实现了粗轧直流压下系统的长期稳定运行,电机无故障运行的应用效果。
总体来看,二者均能够满足工艺生产的要求及其参数,但是确保二者系统长期稳定运行的电机本体质量要求和冷却方式及其效果的要求程度都是不一样的,矢量变频系统要明显高于直流系统构架的要求,因此,我们建议在粗轧压下这个环节仍然采用直流电机来拖动。
WWW_PLCJS_COM-PLC-技.术_网
摘要:本文介绍了交、直流驱动装置在中板粗轧压下系统中的成功应用。这两次应用分别以AB交流变频器和西门子直流数字装置为核心,构架各自的网络控制系统。文章对二者的应用效果、技术难点、参数优化进行了对比分析。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
The Application and Compare Analyse of The Control System of AC & DC in the System of Depressive on the Thick Rolling Mill
WWcW_PLCJS_COM-PLC-技.术_网
(The Medium Plate Plant of Jinan Iron and Steel Co. Ltd. ,Jinan 250101,China,Chen Jinbiao,Zhou Tao, Duan Wenyu,Li Wei,Li Desong)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
Abstract: This article introduced the successful application of the AC & DC drive device on the depress system of the thick rolling mill in the middle plate factory .The twice application trussed the net structure according to the AC transducer of the AB and DC numeric device of the SIEMENS as the core. The article compared and analysed the effects of the application and the difficulties of the technology and the optimize of the parameter.
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1. 前言
W1WW_P4LCJS_COM-PLC-技.术_网
当前控制领域中,矢量变频技术已经成熟,并且得到了极为广泛的应用。粗轧压下控制系统项目中,首先应用了AB公司的矢量变频技术,轧机压下电机采用交流电机,冷却系统为水冷风包系统。应用中,出现了很多的技术问题和难点。经过不断学习、实践、摸索,最终彻底解决了压下电机起动速度慢、运行不稳定,操作与传动两侧运行负荷不平衡、烧毁操作侧电机等一系列技术应用中的难题。但是,在随后的生产实践中,我们发现在粗轧压下频繁正反转、大力矩、高温环境、快速响应等要求下长期运行,对电机本体要求很高,仍然存在着非常大的潜在的风险和隐患。
WWW_PLCJS_COM-PLC-技.术_网
因此,在应用AB矢量变频技术的一年后,我们将交流系统改为以西门子直流数字装置为核心的直流系统。直流调速技术应用已经非常成熟,静态、动态性能优良。通过SIMOLINK主从控制的应用,实现了直流系统的优势。满足了工艺生产的要求,实现了直流电机在粗轧压下中的长期稳定运行。使粗轧压下系统成为真正意义的“免维护”系统,大大地降低维护成本,节省了人力。下面就让探讨一下,交、直流系统在粗轧压下这个环节中的应用对比与技术问题。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2. 硬件组成及其对比
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.1粗轧压下交、直流系统硬件异、同点介绍
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.1.1相同部分:
WWW_PL※CJS_COM-PLC-技.术_网
均由轧辅传动系统西门子PLC S7 400、ET200分站、上位机、交流变频电机YP235L-8 200KW 518rpm 2台、MTS位移传感器、DC220V直流装置及其离合器系统组成。
plcjs.技.术_网
2.1.2不同部分:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(1)拖动系统分别使用了AB矢量变频器和SIEMENS直流6RA70数字装置;
plcjs.技.术_网
(2)电机冷却中,交流压下为水冷风包系统,直流电机我们采用了强迫低温风冷风机;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(3)交流系统中没有电抗器,直流系统增加了进线和出线电抗器;
WWW_P※LCJS_COM-PLC-)技.术_网
2.2矢量变频器的主从控制板
WW.W_PLCJS_COM-PLC-技.术_网
(1)操作(主动)侧变频器端子接线说明
WWW_PLCJS@_COM%-PLC-技.术_网
TB10、TB11接线端子说明:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
(2)传动(从动)侧变频器端子接线说明
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
传动TB10、TB11接线端子说明:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
以上端子设计,为实现交流变频系统中,操作侧和传动侧压下电机的主从控制奠定硬件基础工作,同时也为变频器参数的设置提供依据。
W1WW_P4LCJS_COM-PLC-技.术_网
2.3直流压下电机系统中操作侧和传动侧主从控制网构成
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(1)主从控制网络硬件构成图:
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW.PLCJS.COM——可编程控制器技术门户
(2)西门子主从控制硬件说明
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
为了达到高精度同步性,本次设计应用了西门子全数字装置组件SLB板,操作侧、传动侧各一块来完成主从控制的通讯任务,两个SLB板间通过专用光纤连接。
plcjs.技.术_网
操作侧装置的SLB板发送口用光纤连接到传动侧SLB通讯板的接受口,操作侧装置的SLB板接受口用光纤连接到传动侧SLB通讯板的发送口,实际连接正常后SLB板的通讯灯变为绿色闪烁。
WWW.PLCJS.COM——可编程控制器技术门户
2.4对比交直流系统硬件构成及其功能
——可——编——程——控-制-器-技——术——门——户
AB矢量变频技术应用功能的完成最终是通过控制室内的ET200与变频器进行点对点硬件线路连接,及其AB矢量变频器内的参数设置来实现;但是,以西门子直流数字装置为核心的系统中,所有与数字装置、主从控制等功能,均通过DP网络、光纤通讯来完成。因此,从硬件构成上,直流调速系统优于交流矢量变频系统,更加有利于系统控制精度、系统同步、负荷平衡等功能的实现。
WWW_PLC※JS_COM-PmLC-技.术_网
3.系统网络组态介绍及其对比分析
WWcW_PLCJS_COM-PLC-技.术_网
3.1粗轧交、直流变频网络组态构架如下:
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
——可——编——程——控-制-器-技——术——门——户
网络组态说明:
——可——编——程——控-制-器-技——术——门——户
其中UR1、UR2以及3号、4号站为粗轧辅传动系统原来组态,完成前后辊道、东西机架辊道、机后运输辊道、东西推床等控制任务;
WWW_PLC※JS_COM-PmLC-技.术_网
组态总图中红线部分为由交流改直流压下系统时,新增加的网络组态,10号、11号站为ET200分站,12号、13号为直流压下西门子全数字装置,四个分站均挂于原辅传动网络下,既节约了硬件资源,也有利于原辅传动系统信息与现压下系统信息的共享利用;
WWW_PLCJS@_COM%-PLC-技.术_网
在12号站和13号站之间通过关纤连接,完成主从控制组态;
WWcW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
3.2网络构架对比分析:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(1)交流压下系统网络组成中,在控制室内AB矢量变频器柜内的6号站为系统一个分站,通过硬线连接完成对变频器TB3、TB10、TB11端子的各项控制功能。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2)直流压下系统,对装置的控制,均通过DP网络通讯完成;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(3)二者间组态的差异直接影响到控制任务响应的速度差异和时时性的差异,在维护中直接表现为交流系统维护量、故障率要大大高于直流系统;
WWW_PL※CJS_COM-PLC-技.术_网
(4)直流压下系统的网路通讯方式,为上位机的丰富开发奠定了硬件基础,直接为压下系统的日常维护提供了重要的模拟量历史数据;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4. 系统设计特点及其对比:
plcjs.技.术_网
4.1粗轧压下矢量变频技术应用中的技术难题及其解决方案
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4.1.1存在的问题
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(1).压下电机启动时,给定小了,反应较慢,电机出现嗡嗡响声但是起动困难,来回转动;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2).大给定起动时,惯性很大,不易控制,致使操作工无法达到预期的辊缝值,需要进行多次的反复调整,才能达到目标辊缝值,严重影响生产节奏。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(3)操作侧电机与传动侧电机差异大,且出现多次烧毁传动侧电机事故。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
4.1.2解决方案
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
根据以上问题小结中的现象分析,我们在参数中设置P184=19参数表示在1336-L9控制板上TB3的第27号端子高电位时,矢量控制系统将启用FLUX UP功能,该功能的使用将为电机增加一个维持启动电流,加快启动速度;运用HIOKI8841多通道示波器,对传动侧和操作侧变频器TB10端子的18、19号端子电机电流值的波形进行监测:发现两侧电机电流的大小差异很大,幅值不一样,波形也不一样,通过传动侧AN IN 2 SCAL 参数对来自操作侧变频器的转据给定值偏值系数进行修正。
WWW_PLCJS@_COM%-PLC-技.术_网
4.1.3.改进后的应用效果
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(1)Fast flux up功能的使用,目的就是为了当主令回零时,在10秒内再次起动时候,有维持电流,增加了起动力矩,达到快速起动效果。
WW.W_PLCJS_COM-PLC-技.术_网
(2)而且,由于降低了电流限幅,因此转动惯性也小了,够准确地停在目标辊缝值上。
W1WW_P4LCJS_COM-PLC-技.术_网
(3)将传动侧变频器给定值系数由2修正为3.5后,两侧电流波形一致了,电机温度差开始缩小,最后几乎接近一致。
W1WW_P4LCJS_COM-PLC-技.术_网
4.2粗轧压下6RA70直流装置技术应用特点
WWW_P※LCJS_CO※M-PLC-技-.术_网
4.2.1上位机特点
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
本次软件设计尤其注意对上位机界面的合理开发,力争做到对粗轧压下系统进行全方位、科学、及时连续的监控。为此,在原有粗轧辅传动系统上位机界面基础上增加了如下功能:电流、电枢电压、励磁电压、励磁电流、电机6个温度测点等的变化曲线对照曲线;操作侧和传动侧辊缝趋势界面;操作侧和传动侧轧制力变化趋势图等。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
该界面采集了轧制过程中的辊缝变化、全过程轧制力数据,为工艺优化轧制过程提供了直接分析数据。同时为电气维护人员在出现事故时,提供了又一重要数据分析。
WWW_PLCJS_COM-PLC-技.术_网
4.2.2本次设计合理的将轧制力通过DP网采集在程序中增加了连锁信号,只要轧制力超过1200吨,即封锁压下直流全数字系统。从技术上完全杜绝了误操作对压下电机的潜在威胁,确保了粗轧压下电机在大负荷、大电流条件下能够长期稳定运行。
WW.W_PLCJS_COM-PLC-技.术_网
4.2.3本次设计还考虑到了在出现一台电机意外事故后,用单电机运行模式进行生产的方式。当由于电机本体问题,造成不能够联动运行方式,即可以通过切断离合器6RA70数字直流电源装置使能信号的方式,操作人员切换到单动运行模式,即可继续进行生产,不造成长时间停产事故发生。
WWW_PLCJS@_COM%-PLC-技.术_网
4.2.4冷却系统的合理改造:由小电机现场轧机顶部冷区方式,改为由地面25kw电机通过冷却管道进行强迫风冷方式,大大改善了电机的冷却方式,而地面冷却风机的进风来自于控制室内经过空调冷却的冷风,这样即使夏季也能确保电机处于低温冷却风进行散热。
WWW_PL※CJS_COM-PLC-技.术_网
5. 应用效果说明
plcjs.技.术_网
5.1矢量系统改进后的应用效果
WWW_PLCJS_COM-PLC-技.术_网
(1)操作侧和传动侧电机输出电流波形由差异较大,变为几乎相当。
WWW_P※LCJS_CO※M-PLC-技-.术_网
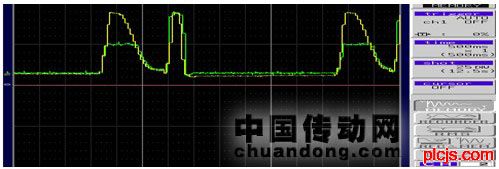
操作侧和传动侧波形比较示意图如下:
WWW.PLCJS.COM——可编程控制器技术门户
参数优化前的操作侧和传动侧的电流波形:
WWW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
从以上示波器,双通道测试波形数据来看,操作侧压下电机电流(黄色)要比传动侧压下电机电流(绿色)的最大值高于311A左右在这样的运行电流下进行长期生产,电机的本体温度自然会产生很大的差异。
plcjs.技.术_网
参数优化后的操作侧和传动侧的电流波形:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
从以上示波器,双通道测试波形数据来看,操作侧压下电机电流(黄色)与传动侧压下电机电流(绿色)相比较,几乎相当。跟随行很好,实现了很好的负荷平衡效果。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(2)操作侧变频电机在10小时运行过程中温度由70左右,逐步下降到了36度左右,与传动侧的35度几乎一样。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
综合效果就是操作工既能够快速起动压下电机,又能够准确地停在目标辊缝值上,由改进前的粗轧轧制一块钢需要76秒,变为改进后的54秒,大大加快的生产节奏。为我厂“三改四”工程的快速达产达效起到了关键的一步。
WWcW_PLCJS_COM-PLC-技.术_网
5.2直流系统应用效果
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
本次系统设计的核心是成功的应用了西门子SIMOLINK通讯,实现了操作侧和传动侧电机的主从控制的同步性,实现了优良的负荷平衡效果。
WWW_PL※CJS_COM-PLC-技.术_网
5. 2.1采用SIMOLINK光纤通信方式,完全实现了操作侧和传动侧控制的同步性,为电机的长期稳定运行打下了坚实的基础。通过多踪示波器检测,操作侧与传动侧系统电流同步性控制误差仅在90ms以内,大大提高了控制精度。
WWW_PLC※JS_COM-PmLC-技.术_网
5.2.2电机冷却系统优良,操作侧和传动侧电机在夏季环境温度为40度时,仍保持在70度以下运行的良好效果,从而为电机长期安全运行提供了有利的外部温度保障。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
5.2.3系统设计最终实现了主从控制的同步性,电机起动的快速性,定位的准确性,据统计项目应用后每块钢开胚时间能够缩短2秒左右,每班次增产160吨左右,仅此一项每年就可增创效益五百万元以上。
WWW_PLCJS@_COM%-PLC-技.术_网
6. 结束语
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
在粗轧压下系统二者的成功应用中:前者,为大型直流电机的交流化树立了信心,为进一步推广矢量变频技术在工业生产中的应用,积累了很多的技术应用中的实践经验。该技术的应用,减少了对电机本体的维护量,降低了维护劳动强度,在能够很好解决电机散热问题前提下,可以确保系统长期稳定运行;后者,西门子SIMOLINK光纤通讯技术成功应用于粗轧压下电机控制系统中,确保了操作与传动两侧电机的同步性,实现了负荷平衡效果。电机冷却系统的改造,上位机的合理开发,连锁信号的科学应用,最终实现了粗轧直流压下系统的长期稳定运行,电机无故障运行的应用效果。
WWW_P※LCJS_COM-PLC-)技.术_网
总体来看,二者均能够满足工艺生产的要求及其参数,但是确保二者系统长期稳定运行的电机本体质量要求和冷却方式及其效果的要求程度都是不一样的,矢量变频系统要明显高于直流系统构架的要求,因此,我们建议在粗轧压下这个环节仍然采用直流电机来拖动。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW.PLCJS.COM——可编程控制器技术门户
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行