台达产品在真空吸塑成型机控制系统的新应用
日期:2010-5-21 10:00:51 点击:
来源:网络
作者: 未知
来源:网络
作者: 未知
点击【 大 中 小 】放大字体.
摘要:台达自动化产品在真空成型机系统中的应用及优点。
关键词:台达 PLC HMI
Abstract: Delta automation system in a vacuum molding machine and the merits of the application.
Key Words: Delta PLC HMI
1 引言
在冰箱生产线的设备中,真空吸塑成型机系统使用非常普及,对每种不同的冰箱内胆型号都要对生产工艺的参数和模具进行调整,随着PLC的国产化和成本的不断降低,PLC在工业生产线的节能及提高生产效率等方面起到日趋重要的作用。
目前在工业领域能源问题已成为中国未来发展的主要瓶颈,而台达自动化及驱动系统(产品)对生产制造型企业的节能降耗方面有一定的推进作用。针对真空吸塑成型机控制系统的工作环境和节能性要求,使用台达公司的DVP EH2系列PLC和台达公司的DOP-A系列触摸屏组成新的控制系统。应用了新的控制系统后,提高了生产效率约22%、降低了故障率及节约电能约10%。
台达DVP EH2系列PLC以非常高的可靠性和低成本优势成为工业生产现场控制器的首选。它能适应各种强电磁干扰及高温度,高湿度的现场环境。
2 控制系统构成
本系统核心采用台达PLC DVP80EH00T2模块,再加入数字量扩展模块DVP32HP11T及模拟量输入模块DVP04TC-H2,模拟量输出模块DVP04DA-H2组成。 DVP80EH00T2共扩展6个模块(4块DVP32HP11T DVP04TC-H2 DVP04DA-H2组成)。
DVP80EH00T2模块有两个通讯接口(RS485/RS232)相容Modbus ASC‖/RTU通讯协议 。在应用上非常方便,一个用于触摸屏的通讯;另一个作为自由口通讯,通过编写程序与台达DT温度控制器及检测仪表之间进行串行通迅。
人机介面采用触摸屏DOP-A10TCTD,设计简单。为确保可靠的与台达DVP80EH00T2模块通讯,建议使用台达公司的专用通迅电缆做通讯线。本系统中触摸屏与PLC采用三线制接口(RS232)通讯,实际通讯距离可以达到15米。
3 控制策略及工艺
(1)主界面介绍:如图1所示,开机进入系统主界面选择需要的工作方式。如选择英文工作模式,进入如图 2所示的英文界面;如选择调整界面或是选择手动界面系统就会进入相应的控制界,用于装模调试和手动复位工作。
(2)当系统进入自动运行控制后,可以通过观察位状态指示灯,来了解真空吸塑成型机的运行情况。循环起动多功能按钮能在不同的运行状态下完成循环起动、加热结束、冷却结束三种功能。
(3)自动工作循环动作顺序,如图1所示。
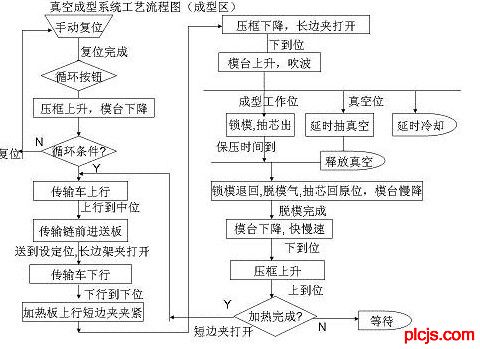
图1自动工作循环动作顺序图
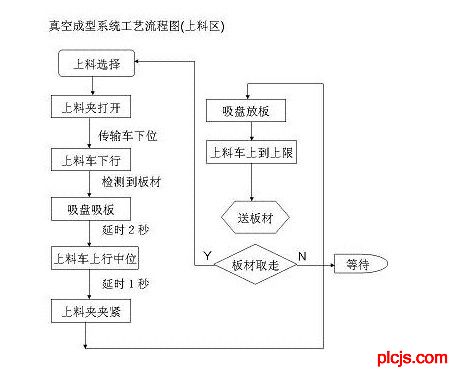
图2 真空成型系统工艺流程图(上料区)
在执行循环动作时如发生意外可以按急停按钮,循环动作会立即停止;所有动作在触摸屏动态监控界面上都有模拟监控显示。
(4)参数调整:通过触摸屏参数调整界面对生产工艺中的产品型号、动作时间设定、温度设定、压力和速度设定、加热板加热位置及加热功率百分比。
(5)配方型号选择画面:根据工装模具选择符合的型号保存或打开配方。 其它的功能界面根据屏幕提示操作。
(6)PLC程序的编制:台达PLC DVP80EH00T2使用台达的WPLSoft 2.10 来进行方便快捷的编程。它可以在指令图、梯形图、步进逻辑方框图之间切换编程、在线修改程序(在运行中写入),丰富的指令集基本上可以满足中小型工业设备的应用。真空成型系统的动作流程简单使用梯形图编程就可以解决,台达WPLSoft 2.10系统的功能比较强大,所以在编程时尽可能的应用软件程序来解决抗干扰、系统容错、故障报警提示等方面问题。附:以下部分插图为触摸屏操作界面图3-9所示。

图3 真空吸塑成型机

图4 系统主界面
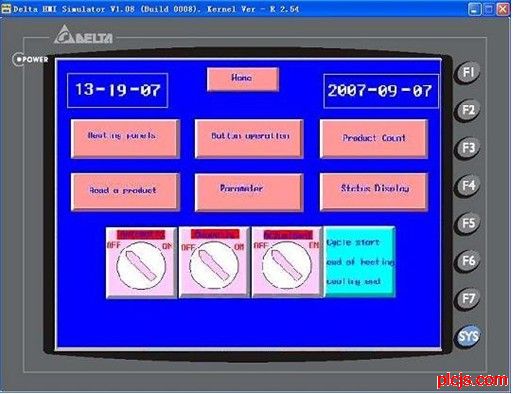
图5 自动操作界面

图6 手动/换模操作画面
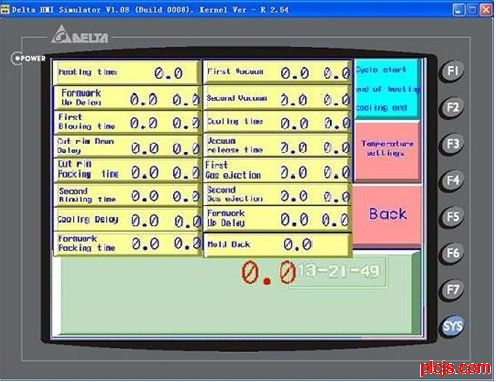
图7 成型参数操作画面
图8 加热参数操作画面

图9 配方型号选择画面
4 系统优点
真空吸塑机是利用真空吸力,将加热塑化的PVC、PE、PP、PET、HIPS等热塑性塑料板材吸制成各种形状的高级包装装璜盒、冰箱内箱等产品。其主要构造是由给料送料区、电加热区、真空成型室区、冷却、切边等装置构成;
新吸塑机对控制系统的要求是保证操作方便、机械动作柔和温度控制精度高、成型高度自动调节、生产速度快、在同等生产条件下尽可能节约耗电量。
4.1 新旧控制系统对比
(1)新方案采用交流接触器进行限温,温度分区采用固态继电器进行通断控制。将原来的分区控制改为对每个电热砖进行独立温度采样和独立输出控制,可以按逐个电热砖进行控制,提高温度控制精度和吸塑加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。
(2)新的系统采用台达PLC DVP80EH00T2系列PLC、DOP-A10TCTD触摸屏、固态继电器组成的电气控制系统。来替代旧系统(三菱FX2N PLC、三菱文本显示器、专用电路板及可控硅等组成的可控硅温度控制的方式。)可以进行温度控制方案编程,加入节电功能。保存各种材料的控制参数,提高温度控制精度。
(3)对加热元件的控制采用PWM脉宽调制技术,(因为真空成型机的加热点数较多,如果采用传统的PID控制占用CPU的时间较多并且控制不了那么多的加热区)。由于电热元件的热滞后时间较长,通过试验得出PWM脉冲周期可以设在1.5到2秒之间。这样低的开关频率可以减少消耗在开关上的功率。温度调节使用百分比值设定,简单直观。对温度采样反馈回的数据值采用查法跟PLC设定的参数相比较后输出PMW脉冲,减小波动性与温度控制传递滞后的影响,与原模拟量控制可控硅加热系统相比增强抗干扰性、提高了设备的可靠性,并缩短设备的预热调温时间。
(4)采用台达触摸屏作为人机界面,提高机器的自动化程度、方便操作和设备升级、和原有的(文本显示器 按钮 指示灯 多条信号线组成的系统)相比只需要用一条通讯线,使设备走线美观和节约线路成本。
4.2 新系统优点
(1)采用PWM脉宽调制技术后电能节约了,可以将加热元件的温度调节与设备真空成型动作以最优的方式配合,在真空成型及冷却工艺等待过程中能自动进入节电模式,保证设备在最佳条件下进行工作,减少生产时电能的消耗、延长加热元件的寿命,提高设备的整体性能,保证设备所生产的产品质量合格。
(2)采用触摸屏作为人机界面操作方便了,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,降低员工劳动强度。系统可以对设备生产的设备故障和操作失误进行报警显示,提高设备的安全性。
(3)使用台达DOP-A10TCTD(内置3MB Flash 记忆卡)后用户更换产品型号的时间节约了, 大量的内存可以保存不同冰箱内胆所需的控制方案,本系统配置的存储卡,可以保存200种型号的配方。操作人员通过触摸屏来选择所要生产的产品。对已经加工过的冰箱内胆型号,可以直接调出保存的控制配方。如果有新的产品生产,配方可以快速保存。
5 应用体会
调试过程的困难及注意事项:
(1)实施接线时,务必关闭电源,对关系到生产安全的行程开关接线时全部使用常闭(NC)触点。
(2)控制柜电源必须采用符合标准的三相五线制供电,所有设备体上之接地端子务必正确的接地,可提高生产的安全性。
(3)交流电源不可连接于行程开关等信号端,否则可能造成严重的损坏,因此在通电前请再次确认接线是否正确。
WWW_PLCJS@_COM%-PLC-技.术_网
摘要:台达自动化产品在真空成型机系统中的应用及优点。
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
关键词:台达 PLC HMI
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
Abstract: Delta automation system in a vacuum molding machine and the merits of the application.
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
Key Words: Delta PLC HMI
WWW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
1 引言
——可——编——程——控-制-器-技——术——门——户
在冰箱生产线的设备中,真空吸塑成型机系统使用非常普及,对每种不同的冰箱内胆型号都要对生产工艺的参数和模具进行调整,随着PLC的国产化和成本的不断降低,PLC在工业生产线的节能及提高生产效率等方面起到日趋重要的作用。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
目前在工业领域能源问题已成为中国未来发展的主要瓶颈,而台达自动化及驱动系统(产品)对生产制造型企业的节能降耗方面有一定的推进作用。针对真空吸塑成型机控制系统的工作环境和节能性要求,使用台达公司的DVP EH2系列PLC和台达公司的DOP-A系列触摸屏组成新的控制系统。应用了新的控制系统后,提高了生产效率约22%、降低了故障率及节约电能约10%。
plcjs.技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
台达DVP EH2系列PLC以非常高的可靠性和低成本优势成为工业生产现场控制器的首选。它能适应各种强电磁干扰及高温度,高湿度的现场环境。
WWW_PLC※JS_COM-PmLC-技.术_网
plcjs.技.术_网
2 控制系统构成
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
本系统核心采用台达PLC DVP80EH00T2模块,再加入数字量扩展模块DVP32HP11T及模拟量输入模块DVP04TC-H2,模拟量输出模块DVP04DA-H2组成。 DVP80EH00T2共扩展6个模块(4块DVP32HP11T DVP04TC-H2 DVP04DA-H2组成)。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
DVP80EH00T2模块有两个通讯接口(RS485/RS232)相容Modbus ASC‖/RTU通讯协议 。在应用上非常方便,一个用于触摸屏的通讯;另一个作为自由口通讯,通过编写程序与台达DT温度控制器及检测仪表之间进行串行通迅。
WWW_PLCJS@_COM%-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
人机介面采用触摸屏DOP-A10TCTD,设计简单。为确保可靠的与台达DVP80EH00T2模块通讯,建议使用台达公司的专用通迅电缆做通讯线。本系统中触摸屏与PLC采用三线制接口(RS232)通讯,实际通讯距离可以达到15米。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3 控制策略及工艺
——可——编——程——控-制-器-技——术——门——户
WWW.PLCJS.COM——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(1)主界面介绍:如图1所示,开机进入系统主界面选择需要的工作方式。如选择英文工作模式,进入如图 2所示的英文界面;如选择调整界面或是选择手动界面系统就会进入相应的控制界,用于装模调试和手动复位工作。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(2)当系统进入自动运行控制后,可以通过观察位状态指示灯,来了解真空吸塑成型机的运行情况。循环起动多功能按钮能在不同的运行状态下完成循环起动、加热结束、冷却结束三种功能。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_P※LCJS_CO※M-PLC-技-.术_网
plcjs.技.术_网
(3)自动工作循环动作顺序,如图1所示。
WWcW_PLCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
图1自动工作循环动作顺序图
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图2 真空成型系统工艺流程图(上料区)
WWcW_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
在执行循环动作时如发生意外可以按急停按钮,循环动作会立即停止;所有动作在触摸屏动态监控界面上都有模拟监控显示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(4)参数调整:通过触摸屏参数调整界面对生产工艺中的产品型号、动作时间设定、温度设定、压力和速度设定、加热板加热位置及加热功率百分比。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS@_COM%-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(5)配方型号选择画面:根据工装模具选择符合的型号保存或打开配方。 其它的功能界面根据屏幕提示操作。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
(6)PLC程序的编制:台达PLC DVP80EH00T2使用台达的WPLSoft 2.10 来进行方便快捷的编程。它可以在指令图、梯形图、步进逻辑方框图之间切换编程、在线修改程序(在运行中写入),丰富的指令集基本上可以满足中小型工业设备的应用。真空成型系统的动作流程简单使用梯形图编程就可以解决,台达WPLSoft 2.10系统的功能比较强大,所以在编程时尽可能的应用软件程序来解决抗干扰、系统容错、故障报警提示等方面问题。附:以下部分插图为触摸屏操作界面图3-9所示。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图3 真空吸塑成型机
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
图4 系统主界面
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PL※CJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
图5 自动操作界面
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
图6 手动/换模操作画面
WWW.PLCJS.COM——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
P.L.C.技.术.网——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
图7 成型参数操作画面
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
plcjs.技.术_网
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
WW.W_PLCJS_COM-PLC-技.术_网
图8 加热参数操作画面
WWW_PL※CJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_P※LCJS_CO※M-PLC-技-.术_网
P.L.C.技.术.网——可编程控制器技术门户
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
图9 配方型号选择画面
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
4 系统优点
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
真空吸塑机是利用真空吸力,将加热塑化的PVC、PE、PP、PET、HIPS等热塑性塑料板材吸制成各种形状的高级包装装璜盒、冰箱内箱等产品。其主要构造是由给料送料区、电加热区、真空成型室区、冷却、切边等装置构成;
P.L.C.技.术.网——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
新吸塑机对控制系统的要求是保证操作方便、机械动作柔和温度控制精度高、成型高度自动调节、生产速度快、在同等生产条件下尽可能节约耗电量。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
4.1 新旧控制系统对比
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
(1)新方案采用交流接触器进行限温,温度分区采用固态继电器进行通断控制。将原来的分区控制改为对每个电热砖进行独立温度采样和独立输出控制,可以按逐个电热砖进行控制,提高温度控制精度和吸塑加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。
WWW.PLCJS.COM——可编程控制器技术门户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(2)新的系统采用台达PLC DVP80EH00T2系列PLC、DOP-A10TCTD触摸屏、固态继电器组成的电气控制系统。来替代旧系统(三菱FX2N PLC、三菱文本显示器、专用电路板及可控硅等组成的可控硅温度控制的方式。)可以进行温度控制方案编程,加入节电功能。保存各种材料的控制参数,提高温度控制精度。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(3)对加热元件的控制采用PWM脉宽调制技术,(因为真空成型机的加热点数较多,如果采用传统的PID控制占用CPU的时间较多并且控制不了那么多的加热区)。由于电热元件的热滞后时间较长,通过试验得出PWM脉冲周期可以设在1.5到2秒之间。这样低的开关频率可以减少消耗在开关上的功率。温度调节使用百分比值设定,简单直观。对温度采样反馈回的数据值采用查法跟PLC设定的参数相比较后输出PMW脉冲,减小波动性与温度控制传递滞后的影响,与原模拟量控制可控硅加热系统相比增强抗干扰性、提高了设备的可靠性,并缩短设备的预热调温时间。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(4)采用台达触摸屏作为人机界面,提高机器的自动化程度、方便操作和设备升级、和原有的(文本显示器 按钮 指示灯 多条信号线组成的系统)相比只需要用一条通讯线,使设备走线美观和节约线路成本。
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
4.2 新系统优点
WWW_P※LCJS_CO※M-PLC-技-.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(1)采用PWM脉宽调制技术后电能节约了,可以将加热元件的温度调节与设备真空成型动作以最优的方式配合,在真空成型及冷却工艺等待过程中能自动进入节电模式,保证设备在最佳条件下进行工作,减少生产时电能的消耗、延长加热元件的寿命,提高设备的整体性能,保证设备所生产的产品质量合格。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
(2)采用触摸屏作为人机界面操作方便了,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,降低员工劳动强度。系统可以对设备生产的设备故障和操作失误进行报警显示,提高设备的安全性。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLCJS_COM-PLC-技.术_网
(3)使用台达DOP-A10TCTD(内置3MB Flash 记忆卡)后用户更换产品型号的时间节约了, 大量的内存可以保存不同冰箱内胆所需的控制方案,本系统配置的存储卡,可以保存200种型号的配方。操作人员通过触摸屏来选择所要生产的产品。对已经加工过的冰箱内胆型号,可以直接调出保存的控制配方。如果有新的产品生产,配方可以快速保存。
WWcW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
5 应用体会
WWW_PL※CJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
调试过程的困难及注意事项:
WWcW_PLCJS_COM-PLC-技.术_网
(1)实施接线时,务必关闭电源,对关系到生产安全的行程开关接线时全部使用常闭(NC)触点。
WWW_P※LCJS_CO※M-PLC-技-.术_网
(2)控制柜电源必须采用符合标准的三相五线制供电,所有设备体上之接地端子务必正确的接地,可提高生产的安全性。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(3)交流电源不可连接于行程开关等信号端,否则可能造成严重的损坏,因此在通电前请再次确认接线是否正确。
本新闻共2页,当前在第1页1 2
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: 双电气消隙系统与单电机机械消隙系统的区别下一篇: 矢量控制模式下,低频力矩不够怎么办?
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行