PLC在YB32-500型四柱式液压机上的应用
日期:2009-6-14 23:13:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:主要阐述了以YB32- 500 型四柱式液压机的机械及液压装置为基础, 配以可编程控制器, 根据液压机的工作过程, 按照生产工艺要求进行自动控制。利用PLC 最具优势的开关量控制与自身具备的PTO 控制及PID 控制功能紧密结合, 对液压机的运行速度及液压油温进行控制。
关键词:液压机;可编程控制器;PTO; 控制PID ;控制
1 引言
PLC 作为开关量控制的顺序控制器在液压设备上的应用已很普遍。液压油的参数对液压设备能否正常运转起着举足轻重的作用, 利用PLC 对液压油温进行过程控制是本文研究的一个方面。四柱式液压机主要适用小批或成批生产的金属压力加工工艺。本文引入现代控制理论及方法对其控制实施逻辑判断, 根据生产工艺要求如何在PLC 一机上将顺序控制与过程控制有机结合, 实现这种复合控制。机床根据编制好的程序自动运行, 这样就简化了工人的操作, 降低了工人的劳动强度, 提高了劳动生产率。在编制程序过程中把设备所有可能出现的情况考虑进去, 确保液压设备本身及操作使用人员的安全; 同时可大大提高设备的整体性能及压力设备的高技术含量; 为我国的装备制造业的发展方向提供经验。
2 四柱式液压机对自动控制系统的控制要求
2.1 液压机的基本工作过程
液压机的工作流程由滑块快速下行、慢下加压、压制、保压延时、卸压回程、顶出缸顶出、顶出缸退回7 个过程组成。在现使用的YB32- 500 型液压机中, 这7 个过程是在半自动及手动控制下实现的。而在自动控制的液压机中, 这7 个过程可做到全自动依次运行, 只有人工按停止按纽或急停按纽干预方能停车。
2.2 设备控制要求
液压机的自动控制系统要求能实现自动及手动两种控制方式。液压机在正常工作时选择自动控制方式。
2.2.1 液压机自动工作状态: 将转换开关打到自动工作状态, 按下自动启动按钮
( 1) 液压机滑块靠自重快速下行。
( 2) 液压机滑块慢下加压。
( 3) 接触工件进行压制。
( 4) 达到设定压力开始保压。
( 5) 保压延时到卸压回程。
( 6) 回程到位后, 延时一定的时间顶出缸顶出。
( 7) 顶出到位后, 延时一定的时间顶出缸退回。
( 8) 延时一定的时间进行下一个工作循环。
2.2.2 液压机手动工作状态: 将转换开关打到手动工作状态
( 1) 按“压制、回程”按钮, 液压机滑块动作, 抬手停止。
( 2) 按“顶出、退回”按钮, 顶出缸动作, 抬手停止。
2.2.3 工作过程的控制
( 1)对液压机滑块的速度, 根据产品工艺的要求进行设定。其速度由变量泵的流量来控制, 利用步进电机带动变量头改变泵的斜盘角度来实现其控制功能。速度等级分高、中、低三挡。
( 2) 对油温进行控制, 使其保持在15℃~55℃的最佳工作状态。
( 3) 为了设备及人身安全设置急停按钮及光栏保护开关。
3 液压机自动控制系统的PLC 选型、参数设定
3.1 控制系统构成图
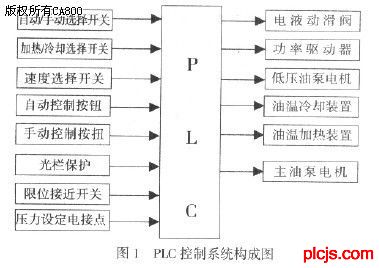
根据设备控制及工作过程要求, 其PLC控制系统构成图见图1。
3.2 PLC 的选型及参数设定
四柱式液压机自动控制系统采用西门子公司的S7-200 系列整体式PLC。根据控制系统图选用CPU 型号为CPU226 DC/DC/DC 24 输入/16 晶体管输出的PLC。利用PLC 的CPU 具有的高速脉冲输出( PTO) 功能对变量泵的步进电机进行开环控制。由于又要求对油温进行控制, 其控制方式采用模拟量入/开关量出的形式, 因此需增加一扩展温度测量模块, 其型号为EM231RTD。
3.2.1 电源预算
所有的S7- 200 CPU 都有内部电源, 可为CPU 自身、扩展模块和其它用电设备提供5V、24V 直流电源。扩展模块通过与CPU 连接的总线连接电缆取得5V直流电源。
CPU 还向外提供一个24V 直流电源, 从电源输出点(L+,M) 引出。此电源可为CPU和扩展模块上的I/0 点供电,也为一些特殊或智能模块提供电源。电源预算值见表1。由表1 中数据可知: 电源容量完全满足要求, 无须增加外接电源。
3.2.2 参数的脉冲化
控制油泵斜盘的拉杆直径为120mm, 斜盘角度的调整范围为: 0°~20°, 根据计算所对应的直线距离为:0~41mm。步进电机选用三相双拍式, 由计算公式( 1) :
式中: α— 每输入一个脉冲步进电机转过的角度;
m— 步进电机相数;
k — 步进电机工作方式系数, 单拍取1, 双拍取2;
z— 步进电机齿数。
由此计算知电机转一圈需要240 个脉冲, 按照拉杆移动1mm 需40 个脉冲计算, 斜盘从零位调到20°时需要1642 个脉冲, 电机需转动6.8 圈。
( 1) 选择高速时脉冲数
快速下行时: 斜盘从零位调到20°电机正转, 需要1642 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。
卸压回程时: 电机正转4°, 需要334 个脉冲。
( 2) 选择中速时脉冲数
快速下行时: 斜盘从零位调到16°电机正转, 需要1323 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。
卸压回程时: 电机正转4°, 需要334 个脉冲。
( 3) 选择低速时脉冲数
快速下行时: 斜盘从零位调到12°电机正转, 需要998 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。卸压回程时: 电机正转4°, 需要334 个脉冲。
3.2.3 PID 参数设置
由于可编程控制器运行速度的提高, 运算能力的增强, 因此PLC 都可用于数字PID 控制。本设计对液压油温进行过程控制, 使其保持在15℃~55℃的最佳工作状态。S7- 200 型PLC 的CPU226 自身具有数字PID 控制指令, 只需填写一张PID 控制参数表( Table) 后, 执行指令PID Table,LOOP 即可。
当被调量为温度时, 根据PID 参数的经验选择范围:
K 的选择范围: 1.6~5
Ti 的选择范围: 3~10m
Td 的选择范围: 0.5~3m
增大比例系数K, 一般将加快系统的响应, 在有静差的情况下有利于减小静差。但过大的比例系数会使系统有较大的超调, 并产生振荡, 使稳定性变坏。增大积分时间Ti, 有利于减小超调, 减小振荡, 使系统更加稳定, 但系统静差的消除将随之减慢, 温度有较大滞后, Ti 需选的大一些。增大微分时间Td, 亦有利于加快系统响应, 使超调量减小, 稳定性增加, 但系统对扰动的抑制能力减弱, 对扰动有较敏感的响应。由此选择参数如下:
K=2 Ti=6m Td=1.5m
3.2.4 温度测量模块EM231RTD 的参数设置
为了保持液压油温保持在15℃~55℃的最佳工作状态, 增加一EM231RTD 型温度测量模块。其控制方式采用模拟量入/开关量出的形式, 利用EM231RTD 的2 输入通道, 当油温超过55℃时, 打开油温冷却电磁阀通循环冷却水降低油温, 当油温低于35℃关闭电磁阀停止通冷却水; 当油温低于15℃时, 启动油箱内的加热元件( 加热元件选用SRY 型管状件, 电压: AC 220V 功率2KW) , 当油温高于35℃停止加热。热电阻选用Pt100Ω, DIP 开关设置SW1~SW8 全为OFF 状态即: 00000000
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
摘 要:主要阐述了以YB32- 500 型四柱式液压机的机械及液压装置为基础, 配以可编程控制器, 根据液压机的工作过程, 按照生产工艺要求进行自动控制。利用PLC 最具优势的开关量控制与自身具备的PTO 控制及PID 控制功能紧密结合, 对液压机的运行速度及液压油温进行控制。
P.L.C.技.术.网——可编程控制器技术门户
关键词:液压机;可编程控制器;PTO; 控制PID ;控制
WWW_PLCJS_COM-PLC-技.术_网
1 引言
——可——编——程——控-制-器-技——术——门——户
PLC 作为开关量控制的顺序控制器在液压设备上的应用已很普遍。液压油的参数对液压设备能否正常运转起着举足轻重的作用, 利用PLC 对液压油温进行过程控制是本文研究的一个方面。四柱式液压机主要适用小批或成批生产的金属压力加工工艺。本文引入现代控制理论及方法对其控制实施逻辑判断, 根据生产工艺要求如何在PLC 一机上将顺序控制与过程控制有机结合, 实现这种复合控制。机床根据编制好的程序自动运行, 这样就简化了工人的操作, 降低了工人的劳动强度, 提高了劳动生产率。在编制程序过程中把设备所有可能出现的情况考虑进去, 确保液压设备本身及操作使用人员的安全; 同时可大大提高设备的整体性能及压力设备的高技术含量; 为我国的装备制造业的发展方向提供经验。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2 四柱式液压机对自动控制系统的控制要求
WWW_P※LCJS_CO※M-PLC-技-.术_网
2.1 液压机的基本工作过程
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
液压机的工作流程由滑块快速下行、慢下加压、压制、保压延时、卸压回程、顶出缸顶出、顶出缸退回7 个过程组成。在现使用的YB32- 500 型液压机中, 这7 个过程是在半自动及手动控制下实现的。而在自动控制的液压机中, 这7 个过程可做到全自动依次运行, 只有人工按停止按纽或急停按纽干预方能停车。
WW.W_PLCJS_COM-PLC-技.术_网
2.2 设备控制要求
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
液压机的自动控制系统要求能实现自动及手动两种控制方式。液压机在正常工作时选择自动控制方式。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2.2.1 液压机自动工作状态: 将转换开关打到自动工作状态, 按下自动启动按钮
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
( 1) 液压机滑块靠自重快速下行。
WWW_PL※CJS_COM-PLC-技.术_网
( 2) 液压机滑块慢下加压。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
( 3) 接触工件进行压制。
WWW_PLC※JS_COM-PmLC-技.术_网
( 4) 达到设定压力开始保压。
WWW_P※LCJS_COM-PLC-)技.术_网
( 5) 保压延时到卸压回程。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
( 6) 回程到位后, 延时一定的时间顶出缸顶出。
WWW_PLCJS@_COM%-PLC-技.术_网
( 7) 顶出到位后, 延时一定的时间顶出缸退回。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
( 8) 延时一定的时间进行下一个工作循环。
WWW_P※LCJS_COM-PLC-)技.术_网
2.2.2 液压机手动工作状态: 将转换开关打到手动工作状态
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
( 1) 按“压制、回程”按钮, 液压机滑块动作, 抬手停止。
——可——编——程——控-制-器-技——术——门——户
( 2) 按“顶出、退回”按钮, 顶出缸动作, 抬手停止。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2.2.3 工作过程的控制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
( 1)对液压机滑块的速度, 根据产品工艺的要求进行设定。其速度由变量泵的流量来控制, 利用步进电机带动变量头改变泵的斜盘角度来实现其控制功能。速度等级分高、中、低三挡。
WWW_PLCJS_COM-PLC-技.术_网
( 2) 对油温进行控制, 使其保持在15℃~55℃的最佳工作状态。
plcjs.技.术_网
( 3) 为了设备及人身安全设置急停按钮及光栏保护开关。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3 液压机自动控制系统的PLC 选型、参数设定
W1WW_P4LCJS_COM-PLC-技.术_网
3.1 控制系统构成图
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
根据设备控制及工作过程要求, 其PLC控制系统构成图见图1。
WWW_PL※CJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
3.2 PLC 的选型及参数设定
WWcW_PLCJS_COM-PLC-技.术_网
四柱式液压机自动控制系统采用西门子公司的S7-200 系列整体式PLC。根据控制系统图选用CPU 型号为CPU226 DC/DC/DC 24 输入/16 晶体管输出的PLC。利用PLC 的CPU 具有的高速脉冲输出( PTO) 功能对变量泵的步进电机进行开环控制。由于又要求对油温进行控制, 其控制方式采用模拟量入/开关量出的形式, 因此需增加一扩展温度测量模块, 其型号为EM231RTD。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
3.2.1 电源预算
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
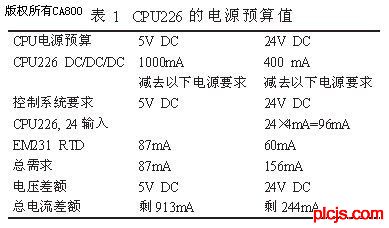
所有的S7- 200 CPU 都有内部电源, 可为CPU 自身、扩展模块和其它用电设备提供5V、24V 直流电源。扩展模块通过与CPU 连接的总线连接电缆取得5V直流电源。
P.L.C.技.术.网——可编程控制器技术门户
CPU 还向外提供一个24V 直流电源, 从电源输出点(L+,M) 引出。此电源可为CPU和扩展模块上的I/0 点供电,也为一些特殊或智能模块提供电源。电源预算值见表1。由表1 中数据可知: 电源容量完全满足要求, 无须增加外接电源。
WWW_PL※CJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
3.2.2 参数的脉冲化
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
控制油泵斜盘的拉杆直径为120mm, 斜盘角度的调整范围为: 0°~20°, 根据计算所对应的直线距离为:0~41mm。步进电机选用三相双拍式, 由计算公式( 1) :
WWW_P※LCJS_CO※M-PLC-技-.术_网
式中: α— 每输入一个脉冲步进电机转过的角度;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
m— 步进电机相数;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
k — 步进电机工作方式系数, 单拍取1, 双拍取2;
WWW_P※LCJS_COM-PLC-)技.术_网
z— 步进电机齿数。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
由此计算知电机转一圈需要240 个脉冲, 按照拉杆移动1mm 需40 个脉冲计算, 斜盘从零位调到20°时需要1642 个脉冲, 电机需转动6.8 圈。
WWW_PLC※JS_COM-PmLC-技.术_网
( 1) 选择高速时脉冲数
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
快速下行时: 斜盘从零位调到20°电机正转, 需要1642 个脉冲。
WWW_P※LCJS_COM-PLC-)技.术_网
快转慢时: 电机反转4°, 需要334 个脉冲。
WWW_PL※CJS_COM-PLC-技.术_网
卸压回程时: 电机正转4°, 需要334 个脉冲。
P.L.C.技.术.网——可编程控制器技术门户
( 2) 选择中速时脉冲数
——可——编——程——控-制-器-技——术——门——户
快速下行时: 斜盘从零位调到16°电机正转, 需要1323 个脉冲。
WWW.PLCJS.COM——可编程控制器技术门户
快转慢时: 电机反转4°, 需要334 个脉冲。
——可——编——程——控-制-器-技——术——门——户
卸压回程时: 电机正转4°, 需要334 个脉冲。
WW.W_PLCJS_COM-PLC-技.术_网
( 3) 选择低速时脉冲数
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
快速下行时: 斜盘从零位调到12°电机正转, 需要998 个脉冲。
WWW_P※LCJS_CO※M-PLC-技-.术_网
快转慢时: 电机反转4°, 需要334 个脉冲。卸压回程时: 电机正转4°, 需要334 个脉冲。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3.2.3 PID 参数设置
WWW_PLCJS@_COM%-PLC-技.术_网
由于可编程控制器运行速度的提高, 运算能力的增强, 因此PLC 都可用于数字PID 控制。本设计对液压油温进行过程控制, 使其保持在15℃~55℃的最佳工作状态。S7- 200 型PLC 的CPU226 自身具有数字PID 控制指令, 只需填写一张PID 控制参数表( Table) 后, 执行指令PID Table,LOOP 即可。
WWW_P※LCJS_CO※M-PLC-技-.术_网
当被调量为温度时, 根据PID 参数的经验选择范围:
WWW_P※LCJS_CO※M-PLC-技-.术_网
K 的选择范围: 1.6~5
plcjs.技.术_网
Ti 的选择范围: 3~10m
——可——编——程——控-制-器-技——术——门——户
Td 的选择范围: 0.5~3m
WWW.PLCJS.COM——可编程控制器技术门户
增大比例系数K, 一般将加快系统的响应, 在有静差的情况下有利于减小静差。但过大的比例系数会使系统有较大的超调, 并产生振荡, 使稳定性变坏。增大积分时间Ti, 有利于减小超调, 减小振荡, 使系统更加稳定, 但系统静差的消除将随之减慢, 温度有较大滞后, Ti 需选的大一些。增大微分时间Td, 亦有利于加快系统响应, 使超调量减小, 稳定性增加, 但系统对扰动的抑制能力减弱, 对扰动有较敏感的响应。由此选择参数如下:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
K=2 Ti=6m Td=1.5m
WWW_PLCJS@_COM%-PLC-技.术_网
3.2.4 温度测量模块EM231RTD 的参数设置
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
为了保持液压油温保持在15℃~55℃的最佳工作状态, 增加一EM231RTD 型温度测量模块。其控制方式采用模拟量入/开关量出的形式, 利用EM231RTD 的2 输入通道, 当油温超过55℃时, 打开油温冷却电磁阀通循环冷却水降低油温, 当油温低于35℃关闭电磁阀停止通冷却水; 当油温低于15℃时, 启动油箱内的加热元件( 加热元件选用SRY 型管状件, 电压: AC 220V 功率2KW) , 当油温高于35℃停止加热。热电阻选用Pt100Ω, DIP 开关设置SW1~SW8 全为OFF 状态即: 00000000
本新闻共2页,当前在第1页1 2
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
上一篇: PLC模块化编程在废烟支回收系统的应用下一篇: PLC在闪光对焊中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行