PLC5/SLC500在小方坯连铸控制系统中的应用
日期:2009-4-9 22:30:00 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
自动化部工程中心 王 萍
摘要:本文主要介绍了ROCKWELL公司PLC5/SLC500系列产品在小方坯连铸自动控制系统中的软硬件配置、网络拓扑结构和应用实践。
关键词:小方坯连铸 PLC5/SLC500 RSView32 DH+网 总线型拓扑结构
1 引言
小方坯连铸机2004年与炼钢转炉配套建设,是将钢水浇铸成小方坯材的工艺设备,共分八流。自动化控制核心选用了ROCKWELL公司的PLC5/SLC500系列平台,通讯网络系统为DH+网,它具有稳定性好、扩展性强、软硬件功能优及人机界面友好的特点,与上位机构成了一个集中管理、分散控制、全流程生产的连铸计算机自动控制系统。
2 小方坯连铸工艺简介
转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。小方坯连铸主要设备包括回转台、中间包,结晶器、拉矫机等。其原理是将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的小方坯。
3 设计思想
设备控制级按照工艺控制功能要求和分散控制的设计思想,配置如下:连铸公共设施部分(如大包、液压站等)采用一套PLC5控制;8流连铸铸流部分每流包括仪控部分(从结晶器至出坯辊道全线及结晶器液位和流量控制、二冷水流量控制等)各采用一台SLC500 控制,八流共八台,以保证当任一流设备发生故障时,不影响其它七流的正常工作;切割部分(包括出坯一切、二切)采用两台SIMATIC S7-300系列 PLC控制;连铸事故水包铸流热装热送采用一台SLC500控制,大包水口A站、B站各采用一台SLC500 PLC控制,PLC之间通过DH+网进行数据交换。
3.1 系统硬件配置
控制系统硬件配置主要包括:14个控制站、2个操作站和1个工程师站,它们之间通过DH+网组成总线型拓朴结构,网络端点安装终端电阻。具体见图1。
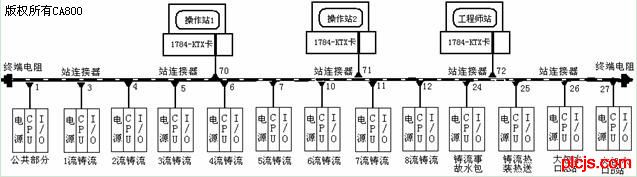
图1 小方坯控制系统网络图
3.2 操作站硬件配置
操作站主机采用研华工控机,型号IPC-610P4-30HC/ P4 2.4GB/DDR 256MB/HDD 80GB/64MB VGA/52X CD-ROM/1.44MB FDD/Keyboard+Mouse,配19″彩显。其中两台工控机放在主控室,供岗位人员控制生产工艺,在线进行各种生产数据设定、控制参数修改及配水表数据的下装等;另一台工控机作为工程师站,主要供工程技术人员对整个自动控制网络系统维护、控制参数修改和故障排查。三台工控机均配置1784-KTX通信卡与PLC通信。
3.3 控制站硬件配置
控制站由连铸公共部分控制站、1流至8流小方坯连铸铸流共8个控制站、连铸事故水包控制站、连铸一切二切控制站、铸流热装热送控制站、连铸大包水口A站、大包水口B站控制站等十四个控制站组成。
(1)公共部分控制站为ROCKWELL公司 PLC5系列产品,具体配置见表1。
表1 公共部用PLC5清单

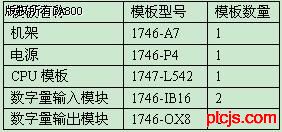
(2)8流连铸铸流控制站均为ROCKWELL公司 SLC5系列产品,具体配置见表2。
表2 铸流控制站用SLC5清单

(3)一切二切控制站为SIEMENS公司S7-300系列产品,具体配置见表3。
表3 二切控制站用S7-300清单

因该岗位使用利旧设备,独成系统,未与其它PLC进行通讯。
(4)热装热送控制站为ROCKWELL公司 SLC5系列产品,具体配置见表4。
表4 热装热送控制站用SLC5清单

(5)大包水口控制站为ROCKWELL公司 SLC5系列产品,具体配置见表5。
表5 大包水口控制站用SLC5清单

(6)事故水控制站为ROCKWELL公司 SLC5系列产品,具体配置见表6。
表6 事故水控制站用SLC5清单
3.4 系统网络
本系统采用总线型网络拓扑结构,各个PLC控制站使用屏蔽DH+网线作为通信介质,通过CPU模板上专用的接口接入DH+网。操作站通过1784-KTX网卡连接到DH+网上。站与站之间通过1770-SC站连接器连接,在网络的首、尾两端加装终端电阻。DH+网络传输速率为115.2Kbps,各站之间实现数据共享和交换。
PLC5主机架与扩展机架之间使用1771-CP1电缆作为通信介质,SLC500 PLC主机架与扩展机架之间使用1746-C9电缆线作为通信介质。两者均通过DH+接口,实现站内通信。
4 应用软件设计
应用软件设计包括PLC程序编制、操作员站和工程师站上位画面组态及网络通信配置等部分。
4.1 程序编制
编程软件采用ROCKWELL 的RSlogix5和RSlogix500标准软件包。小方坯连铸工程项目程序对应上述控制器由十三个子项目组成。每个子项目使用梯形图等结构化的编程语言实现控制、显示、计算功能,程序内容包括系统初始化、参数量程变换、参数监视、设备控制及异常情况处理等。
4.2 上位画面组态
上位画面组态基于Windows 2000+SP4操作系统,采用ROCKWELL公司的RSview32软件,实现了对工业过程的监视、控制及报警,内容包括画面设计、过程数据库建立、节点配置、监控软件功能块、趋势记录以及报警记录等。
4.3 网络通信配置
网络通信采用RSLinx通讯软件,设置相应各控制站的1784-KTX网卡的设备类型、网络站名、站地址、中断请求、通讯速率等,通过TOPIC子项实现操作站与控制站的对接。
5 主要控制功能
(1) 8流结晶器钢水液位及电磁搅拌检测控制;
(2) 中间包钢水液位检测控制;
(3) 8流拉矫机速度和8流结晶器振动控制;
(4) 8流二冷水(足辊、一段、二段)流量控制;
(5) 定尺切割和火焰切割自动控制;
(6) 引锭杆、传送辊道控制;
(7) 热装热送传送辊道控制。
6 应用效果
6.1 实时数据监控
小方坯主参数画面(见图2)有中包钢水液位、结晶器钢水液位、二次冷却水(结晶器、一段、二段)的温度、压力、流量、各个铸流拉速等动态数据的显示。
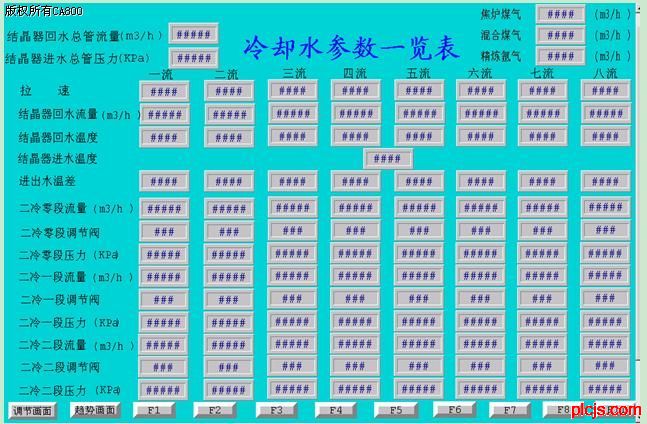
图2 小方坯主参数画面
6.2 流量参数调节控制
二次冷却水(包括零段、一段、二段)流量是根据钢坯种类、钢坯温度以及冷却水进出水温差、压力来调节的,为了保证出坯前方坯完全冷却,冷却水量的控制是坯材成型的关键。画面设有手动和自动调节,可以根据生产实际需要随时调节水量设定值,设定PID参数,方便工艺参数的修改。如图3所示。

WWW_P※LCJS_CO※M-PLC-技-.术_网
自动化部工程中心 王 萍
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
摘要:本文主要介绍了ROCKWELL公司PLC5/SLC500系列产品在小方坯连铸自动控制系统中的软硬件配置、网络拓扑结构和应用实践。
W1WW_P4LCJS_COM-PLC-技.术_网
关键词:小方坯连铸 PLC5/SLC500 RSView32 DH+网 总线型拓扑结构
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1 引言
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
小方坯连铸机2004年与炼钢转炉配套建设,是将钢水浇铸成小方坯材的工艺设备,共分八流。自动化控制核心选用了ROCKWELL公司的PLC5/SLC500系列平台,通讯网络系统为DH+网,它具有稳定性好、扩展性强、软硬件功能优及人机界面友好的特点,与上位机构成了一个集中管理、分散控制、全流程生产的连铸计算机自动控制系统。
WWW_PLCJS@_COM%-PLC-技.术_网
2 小方坯连铸工艺简介
WWW_P※LCJS_CO※M-PLC-技-.术_网
转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。小方坯连铸主要设备包括回转台、中间包,结晶器、拉矫机等。其原理是将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的小方坯。
P.L.C.技.术.网——可编程控制器技术门户
3 设计思想
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
设备控制级按照工艺控制功能要求和分散控制的设计思想,配置如下:连铸公共设施部分(如大包、液压站等)采用一套PLC5控制;8流连铸铸流部分每流包括仪控部分(从结晶器至出坯辊道全线及结晶器液位和流量控制、二冷水流量控制等)各采用一台SLC500 控制,八流共八台,以保证当任一流设备发生故障时,不影响其它七流的正常工作;切割部分(包括出坯一切、二切)采用两台SIMATIC S7-300系列 PLC控制;连铸事故水包铸流热装热送采用一台SLC500控制,大包水口A站、B站各采用一台SLC500 PLC控制,PLC之间通过DH+网进行数据交换。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
3.1 系统硬件配置
WWW_PL※CJS_COM-PLC-技.术_网
控制系统硬件配置主要包括:14个控制站、2个操作站和1个工程师站,它们之间通过DH+网组成总线型拓朴结构,网络端点安装终端电阻。具体见图1。
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
plcjs.技.术_网
图1 小方坯控制系统网络图
WWW_PLC※JS_COM-PmLC-技.术_网
3.2 操作站硬件配置
WWW_P※LCJS_COM-PLC-)技.术_网
操作站主机采用研华工控机,型号IPC-610P4-30HC/ P4 2.4GB/DDR 256MB/HDD 80GB/64MB VGA/52X CD-ROM/1.44MB FDD/Keyboard+Mouse,配19″彩显。其中两台工控机放在主控室,供岗位人员控制生产工艺,在线进行各种生产数据设定、控制参数修改及配水表数据的下装等;另一台工控机作为工程师站,主要供工程技术人员对整个自动控制网络系统维护、控制参数修改和故障排查。三台工控机均配置1784-KTX通信卡与PLC通信。
WW.W_PLCJS_COM-PLC-技.术_网
3.3 控制站硬件配置
WWW_P※LCJS_COM-PLC-)技.术_网
控制站由连铸公共部分控制站、1流至8流小方坯连铸铸流共8个控制站、连铸事故水包控制站、连铸一切二切控制站、铸流热装热送控制站、连铸大包水口A站、大包水口B站控制站等十四个控制站组成。
WWW_PLC※JS_COM-PmLC-技.术_网
(1)公共部分控制站为ROCKWELL公司 PLC5系列产品,具体配置见表1。
WWW_PL※CJS_COM-PLC-技.术_网
表1 公共部用PLC5清单
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(2)8流连铸铸流控制站均为ROCKWELL公司 SLC5系列产品,具体配置见表2。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
表2 铸流控制站用SLC5清单
W1WW_P4LCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(3)一切二切控制站为SIEMENS公司S7-300系列产品,具体配置见表3。
WWW_P※LCJS_CO※M-PLC-技-.术_网
表3 二切控制站用S7-300清单
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
因该岗位使用利旧设备,独成系统,未与其它PLC进行通讯。
——可——编——程——控-制-器-技——术——门——户
(4)热装热送控制站为ROCKWELL公司 SLC5系列产品,具体配置见表4。
WW.W_PLCJS_COM-PLC-技.术_网
表4 热装热送控制站用SLC5清单
——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
(5)大包水口控制站为ROCKWELL公司 SLC5系列产品,具体配置见表5。
WWcW_PLCJS_COM-PLC-技.术_网
表5 大包水口控制站用SLC5清单
WWW_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
(6)事故水控制站为ROCKWELL公司 SLC5系列产品,具体配置见表6。
WWW.PLCJS.COM——可编程控制器技术门户
表6 事故水控制站用SLC5清单
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
3.4 系统网络
WWcW_PLCJS_COM-PLC-技.术_网
本系统采用总线型网络拓扑结构,各个PLC控制站使用屏蔽DH+网线作为通信介质,通过CPU模板上专用的接口接入DH+网。操作站通过1784-KTX网卡连接到DH+网上。站与站之间通过1770-SC站连接器连接,在网络的首、尾两端加装终端电阻。DH+网络传输速率为115.2Kbps,各站之间实现数据共享和交换。
P.L.C.技.术.网——可编程控制器技术门户
PLC5主机架与扩展机架之间使用1771-CP1电缆作为通信介质,SLC500 PLC主机架与扩展机架之间使用1746-C9电缆线作为通信介质。两者均通过DH+接口,实现站内通信。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4 应用软件设计
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
应用软件设计包括PLC程序编制、操作员站和工程师站上位画面组态及网络通信配置等部分。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
4.1 程序编制
WWcW_PLCJS_COM-PLC-技.术_网
编程软件采用ROCKWELL 的RSlogix5和RSlogix500标准软件包。小方坯连铸工程项目程序对应上述控制器由十三个子项目组成。每个子项目使用梯形图等结构化的编程语言实现控制、显示、计算功能,程序内容包括系统初始化、参数量程变换、参数监视、设备控制及异常情况处理等。
WWW_PLC※JS_COM-PmLC-技.术_网
4.2 上位画面组态
——可——编——程——控-制-器-技——术——门——户
上位画面组态基于Windows 2000+SP4操作系统,采用ROCKWELL公司的RSview32软件,实现了对工业过程的监视、控制及报警,内容包括画面设计、过程数据库建立、节点配置、监控软件功能块、趋势记录以及报警记录等。
WWW_PLCJS_COM-PLC-技.术_网
4.3 网络通信配置
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
网络通信采用RSLinx通讯软件,设置相应各控制站的1784-KTX网卡的设备类型、网络站名、站地址、中断请求、通讯速率等,通过TOPIC子项实现操作站与控制站的对接。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
5 主要控制功能
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(1) 8流结晶器钢水液位及电磁搅拌检测控制;
P.L.C.技.术.网——可编程控制器技术门户
(2) 中间包钢水液位检测控制;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(3) 8流拉矫机速度和8流结晶器振动控制;
WWW_PLCJS@_COM%-PLC-技.术_网
(4) 8流二冷水(足辊、一段、二段)流量控制;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(5) 定尺切割和火焰切割自动控制;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(6) 引锭杆、传送辊道控制;
WWW_PLCJS@_COM%-PLC-技.术_网
(7) 热装热送传送辊道控制。
W1WW_P4LCJS_COM-PLC-技.术_网
6 应用效果
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
6.1 实时数据监控
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
小方坯主参数画面(见图2)有中包钢水液位、结晶器钢水液位、二次冷却水(结晶器、一段、二段)的温度、压力、流量、各个铸流拉速等动态数据的显示。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLCJS_COM-PLC-技.术_网
图2 小方坯主参数画面
WWW_PLCJS@_COM%-PLC-技.术_网
6.2 流量参数调节控制
WWW_PL※CJS_COM-PLC-技.术_网
二次冷却水(包括零段、一段、二段)流量是根据钢坯种类、钢坯温度以及冷却水进出水温差、压力来调节的,为了保证出坯前方坯完全冷却,冷却水量的控制是坯材成型的关键。画面设有手动和自动调节,可以根据生产实际需要随时调节水量设定值,设定PID参数,方便工艺参数的修改。如图3所示。
plcjs.技.术_网
WWW_PLCJS_COM-PLC-技.术_网
本新闻共2页,当前在第1页1 2
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: ABPLC在汽轮机保护系统的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行