三菱Q系列PLC和运动控制器在连轴压模设备中的应用
日期:2008-5-21 23:46:15 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
在制造业现代化高速发展的今天,生产的高效率和产品的高质量要求使得一些高精度电气系统和高性能自动控制系统应运而生,同时也使许多普通电气控制系统难以解决的问题变得相对的简单一些,并且在很大程度上增加了自动控制系统的稳定性。三菱电机有限公司目前推出的Q系列PLC以及Q系列运动控制器Q172CPUN和Q173CPUN就是专门针对需要高精度电气控制的产品。下面对Q系列PLC以及Q系列运动控制器系统和三菱驱动伺服(MR-J2S-口B)以及机械结构介绍如下:
连轴压模设备工艺
工艺简介
该设备是压模生产厂家自行开发的三轴伺服高速高精度同步连轴压模机组。但根据加工不同产品和相应的工艺以及控制精度的需要,该设备实际由5个伺服轴和1个变频主轴组成。中间3个伺服轴为连轴同步轴。在中间三轴伺服同步连轴压模机组前后分别有1个伺服放料轴和伺服收料控制轴,分别用于在自动控制过程中的放料动作和收料动作。压模的模具由变频主轴直接驱动,由于压模模具下压进行压模加工动作时,被加工的物料必须静止地保持在加工台面上才能保证加工物料的高精度和高稳定性。因此系统的生产过程中,被加工的物料动作并不是连续的;而是断续的。经过一高速高精度定位后就静止停在被加工台面上等待压模动作。这样一来加工的物料之间虽然有张力但很难被准确检测出来,这就增加了控制的难度。于是在三轴伺服同步连轴压模机组前后的伺服放料轴和伺服收料控制轴分别加了位置检测开关,用来模糊控制放料和收料之间的张力,而没有采用压力传感器来检测压力进行控制张力。其系统工艺控制图如图1:
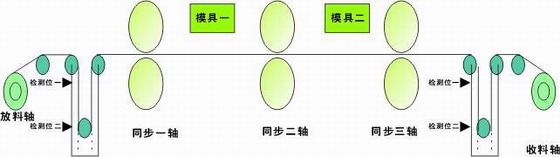
图1 系统工艺控制图
工艺动作说明
如图1,当整个系统最初启动时,变频主轴首先得到启动命令旋转起来,并负责给模具一和模具二直接提供动力驱动。在变频主轴的轴承上套轴连接了一个高速光电位置检测开关,用于检测变频主轴的旋转次数,也就说变频主轴每旋转一转,高速光电位置检测开关就给出一个高速脉冲信号给Q-PLC。Q-PLC将其传送给运动控制器。运动控制器利用这一个高速光电脉冲信号作为同步一、二、三轴的位置同步控制启动信号。进行高速同步定位控制,高速同步定位控完成后。由Q-PLC程序控制过程中输出一个定位完成信号,定位完成信号作为模具一和模具二的向下压模动作启动信号,压模动作动作完成后,模具一和模具二自动返回。等待下一个周期的到来。
系统控制部分启动时时序图
系统控制部分启动时时序图见图2所示
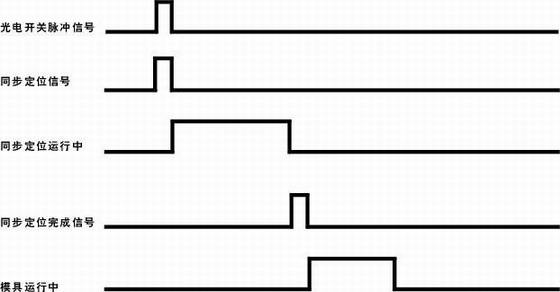
图2 系统控制部分启动时时序图
放料轴收料轴控制
放料轴和收料轴则采用速度控制,放料轴检测到物带在检测一位置时,则启动速度控制,当放料轴检测到物带在检测二位置时,则停止速度控制。收料轴也采用速度控制,收料轴检测到物带在检测二位置时,则启动速度控制,当放料轴检测到物带在检测一位置时,则停止速度控制。利用这样方式可以不考虑放料和收料轴的半径的改变。
系统硬件配置
该系统采用了三菱公司的Q系列PLC(Q02CPU)和MOTION运动控制器(Q172CPUN)作为整个系统的电气控制部分。Q02CPU主要用于协调整个控制程序的运行和管理,Q172CPUN运动控制器作为系统的运动控制处理器,协调和控制整个系统的运动定位控制。A970GOT-TBA-CH人机界面主要用于控制数据的输入和显示。如图3所示。
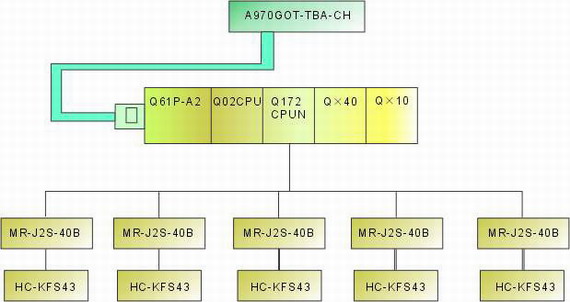
图3 系统硬件配置图
伺服放大器采用了三菱电机MR-J2S-40B,该伺服放大器具有SSCNET高速串行总线通讯完全同步功能,控制器和伺服放大器之间的通讯循环时间最长为0.888ms。这样一来可以确保整个系统的高速响应和控制精度。
Q系列的运动控制器的功能
Q系列的运动控制器采用运动SFC专用编程软件编程,如图4所示。该软件采用流程图形式编程。编程介面形象、直观、易懂。十分适合初学者使用。并且其功能强大。主要分为实模式和虚模式二种形式。
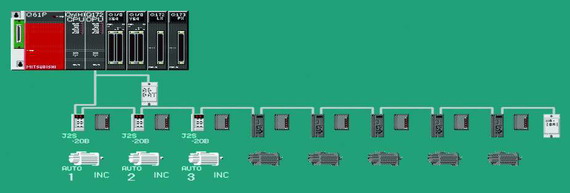
图4 SFC专用编程软件系统配置图
实模式
实模式下提供了6种原点回归方式:
近点DOG型;计数型;数据设置型;DOG支架型;停止器停止型;限位开关混合型。
另外在实模式下还有各轴JOG操作功能以及多种速度控制功能和多种定位控制功能,并且实现最多四轴插补控制。
虚模式
虚模式下提供了多种传递模块和输出模块。其中传递模块有以下四种:
齿轮输入模块;离合器输入模块;变速机输入模块;变速齿轮输入模块。
输出模块有以下四种:
滚简输出模块;滚珠丝杆输出模块; 回转台输出模块;凸轮输出模块。
在虚模式下可以设置虚模电机进行多轴同步控制。其控制图如如图5所示:

图5 三轴同步虚模式机械控制图
图5中V.1电机为虚拟电机。可以通过虚模式程式对其进行速度控制和定位控制,从而实现其虚轴上的3个电机的高速高精度同步控制。
在Q系列运动控制器的SFC专用编程软件编程过程中实模式和虚模式很容易地被用户切换。可以灵活地现实多功能的复杂控制。
调试和用户反馈
当客户将电气设备和机械设备安装完毕后,经检查无接线错误后第一次上电,伺服电机动作并不是很理想,个别电机有轻微的抖动。可以用SETUP161E调试软件进行细致的调试。增加其滤波功能,提高伺服电机的响应频率。确保整个系统高速、稳定地运行。
WWW_P※LCJS_COM-PLC-)技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
连轴压模设备工艺
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
工艺简介
W1WW_P4LCJS_COM-PLC-技.术_网
该设备是压模生产厂家自行开发的三轴伺服高速高精度同步连轴压模机组。但根据加工不同产品和相应的工艺以及控制精度的需要,该设备实际由5个伺服轴和1个变频主轴组成。中间3个伺服轴为连轴同步轴。在中间三轴伺服同步连轴压模机组前后分别有1个伺服放料轴和伺服收料控制轴,分别用于在自动控制过程中的放料动作和收料动作。压模的模具由变频主轴直接驱动,由于压模模具下压进行压模加工动作时,被加工的物料必须静止地保持在加工台面上才能保证加工物料的高精度和高稳定性。因此系统的生产过程中,被加工的物料动作并不是连续的;而是断续的。经过一高速高精度定位后就静止停在被加工台面上等待压模动作。这样一来加工的物料之间虽然有张力但很难被准确检测出来,这就增加了控制的难度。于是在三轴伺服同步连轴压模机组前后的伺服放料轴和伺服收料控制轴分别加了位置检测开关,用来模糊控制放料和收料之间的张力,而没有采用压力传感器来检测压力进行控制张力。其系统工艺控制图如图1:
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
图1 系统工艺控制图
WWW_P※LCJS_CO※M-PLC-技-.术_网
工艺动作说明
WWcW_PLCJS_COM-PLC-技.术_网
如图1,当整个系统最初启动时,变频主轴首先得到启动命令旋转起来,并负责给模具一和模具二直接提供动力驱动。在变频主轴的轴承上套轴连接了一个高速光电位置检测开关,用于检测变频主轴的旋转次数,也就说变频主轴每旋转一转,高速光电位置检测开关就给出一个高速脉冲信号给Q-PLC。Q-PLC将其传送给运动控制器。运动控制器利用这一个高速光电脉冲信号作为同步一、二、三轴的位置同步控制启动信号。进行高速同步定位控制,高速同步定位控完成后。由Q-PLC程序控制过程中输出一个定位完成信号,定位完成信号作为模具一和模具二的向下压模动作启动信号,压模动作动作完成后,模具一和模具二自动返回。等待下一个周期的到来。
WWcW_PLCJS_COM-PLC-技.术_网
系统控制部分启动时时序图
WWW.PLCJS.COM——可编程控制器技术门户
系统控制部分启动时时序图见图2所示
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
图2 系统控制部分启动时时序图
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
放料轴收料轴控制
——可——编——程——控-制-器-技——术——门——户
放料轴和收料轴则采用速度控制,放料轴检测到物带在检测一位置时,则启动速度控制,当放料轴检测到物带在检测二位置时,则停止速度控制。收料轴也采用速度控制,收料轴检测到物带在检测二位置时,则启动速度控制,当放料轴检测到物带在检测一位置时,则停止速度控制。利用这样方式可以不考虑放料和收料轴的半径的改变。
WWW_PL※CJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
系统硬件配置
——可——编——程——控-制-器-技——术——门——户
该系统采用了三菱公司的Q系列PLC(Q02CPU)和MOTION运动控制器(Q172CPUN)作为整个系统的电气控制部分。Q02CPU主要用于协调整个控制程序的运行和管理,Q172CPUN运动控制器作为系统的运动控制处理器,协调和控制整个系统的运动定位控制。A970GOT-TBA-CH人机界面主要用于控制数据的输入和显示。如图3所示。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图3 系统硬件配置图
W1WW_P4LCJS_COM-PLC-技.术_网
伺服放大器采用了三菱电机MR-J2S-40B,该伺服放大器具有SSCNET高速串行总线通讯完全同步功能,控制器和伺服放大器之间的通讯循环时间最长为0.888ms。这样一来可以确保整个系统的高速响应和控制精度。
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
Q系列的运动控制器的功能
WWW_P※LCJS_COM-PLC-)技.术_网
Q系列的运动控制器采用运动SFC专用编程软件编程,如图4所示。该软件采用流程图形式编程。编程介面形象、直观、易懂。十分适合初学者使用。并且其功能强大。主要分为实模式和虚模式二种形式。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWcW_PLCJS_COM-PLC-技.术_网
图4 SFC专用编程软件系统配置图
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
P.L.C.技.术.网——可编程控制器技术门户
实模式
WWW.PLCJS.COM——可编程控制器技术门户
实模式下提供了6种原点回归方式:
WW.W_PLCJS_COM-PLC-技.术_网
近点DOG型;计数型;数据设置型;DOG支架型;停止器停止型;限位开关混合型。
WWW_PLCJS@_COM%-PLC-技.术_网
另外在实模式下还有各轴JOG操作功能以及多种速度控制功能和多种定位控制功能,并且实现最多四轴插补控制。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
虚模式
——可——编——程——控-制-器-技——术——门——户
虚模式下提供了多种传递模块和输出模块。其中传递模块有以下四种:
WWW_PLC※JS_COM-PmLC-技.术_网
齿轮输入模块;离合器输入模块;变速机输入模块;变速齿轮输入模块。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
输出模块有以下四种:
——可——编——程——控-制-器-技——术——门——户
滚简输出模块;滚珠丝杆输出模块; 回转台输出模块;凸轮输出模块。
W1WW_P4LCJS_COM-PLC-技.术_网
在虚模式下可以设置虚模电机进行多轴同步控制。其控制图如如图5所示:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
图5 三轴同步虚模式机械控制图
——可——编——程——控-制-器-技——术——门——户
图5中V.1电机为虚拟电机。可以通过虚模式程式对其进行速度控制和定位控制,从而实现其虚轴上的3个电机的高速高精度同步控制。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
在Q系列运动控制器的SFC专用编程软件编程过程中实模式和虚模式很容易地被用户切换。可以灵活地现实多功能的复杂控制。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
调试和用户反馈
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
当客户将电气设备和机械设备安装完毕后,经检查无接线错误后第一次上电,伺服电机动作并不是很理想,个别电机有轻微的抖动。可以用SETUP161E调试软件进行细致的调试。增加其滤波功能,提高伺服电机的响应频率。确保整个系统高速、稳定地运行。
WWW_P※LCJS_CO※M-PLC-技-.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 欧姆龙PLC在舞台机械中的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行