北京二十一世纪/铝板连铸连轧机成套电控系统
日期:2007-9-6 23:53:28 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
系统技术性能参数:最高轧制速度:2.0M/min、最大卷重:7000kg 、卷径:φ610-φ1920mm、板宽:1400mm、板厚:6-8mm
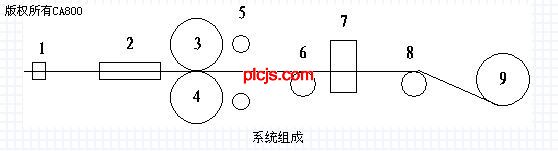
1:铝液位控制装置 2:铸嘴小车 3:主机上辊 4:主机下辊
5:石墨喷涂及行走 6:入口导向辊 7:平动液压剪 8:出口偏导辊 9:卷取机
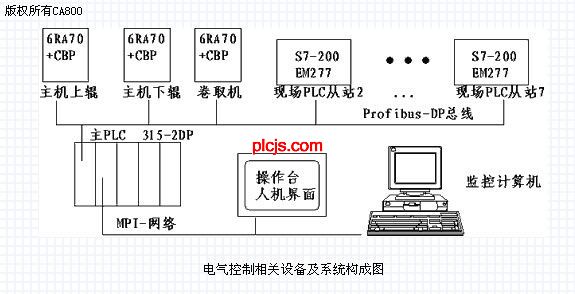
针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的控制元器件是满足控制要求的关键。因此直流电机控制器、交流变频器、PLC均采用了德国SIEMENS公司系列产品。
PLC主机架选用S7-300系列,主控CPU选用SIMATIC S7-315-2DP,所有现场PLC从站选用SIMATIC S7-200系列,直流电机控制器选用SIMOREG系列6RA70直流控制器并选装了CBP通讯板,交流变频器选用SIMOVERT系列MICROMASTER变频器。PLC主CPU通过Profibus-DP通讯总线与现场PLC和直流电机控制器交换数据实现快速响应,并通过MPI通讯网络与监控计算机和现场人机界面实现数据资源共享。
系统特点:
A、卷取机通过CBP通讯板接受PLC应用程序控制实现恒张力卷绕控制;
B、主机上下辊通过CBP通讯板接受PLC应用程序控制实现速度控制及粘辊控制;
C、通过操作台上的触摸屏在线更改机列各种工艺参数,监视系统各部分状态和过程数据,集中显示各种故障并显示重要参数的历史趋势;
D、通过监控计算机实现系统监控并纪录各种工艺数据、历史趋势;
E、PLC采用PROFIBUS总线结构的主从方式与传动装置和远程PLC从站通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
铝板连铸连轧机成套电控系统
P.L.C.技.术.网——可编程控制器技术门户
铝连铸连轧机的主要工作是将经原炉熔炼、静止炉精炼后的高温铝液在快速冷却的同时轧制成铝板,最终通过卷取机卷成铝卷。主要设备有主轧机、铝液位控制装置、钛丝进给、铸嘴小车、石墨喷涂及行走、平动液压剪、卷取机、卸卷车等。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
系统技术性能参数:最高轧制速度:2.0M/min、最大卷重:7000kg 、卷径:φ610-φ1920mm、板宽:1400mm、板厚:6-8mm
plcjs.技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1:铝液位控制装置 2:铸嘴小车 3:主机上辊 4:主机下辊
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
5:石墨喷涂及行走 6:入口导向辊 7:平动液压剪 8:出口偏导辊 9:卷取机
P.L.C.技.术.网——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的控制元器件是满足控制要求的关键。因此直流电机控制器、交流变频器、PLC均采用了德国SIEMENS公司系列产品。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
PLC主机架选用S7-300系列,主控CPU选用SIMATIC S7-315-2DP,所有现场PLC从站选用SIMATIC S7-200系列,直流电机控制器选用SIMOREG系列6RA70直流控制器并选装了CBP通讯板,交流变频器选用SIMOVERT系列MICROMASTER变频器。PLC主CPU通过Profibus-DP通讯总线与现场PLC和直流电机控制器交换数据实现快速响应,并通过MPI通讯网络与监控计算机和现场人机界面实现数据资源共享。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
系统特点:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
A、卷取机通过CBP通讯板接受PLC应用程序控制实现恒张力卷绕控制;
WWW_PLCJS@_COM%-PLC-技.术_网
B、主机上下辊通过CBP通讯板接受PLC应用程序控制实现速度控制及粘辊控制;
WWW_P※LCJS_CO※M-PLC-技-.术_网
C、通过操作台上的触摸屏在线更改机列各种工艺参数,监视系统各部分状态和过程数据,集中显示各种故障并显示重要参数的历史趋势;
WWcW_PLCJS_COM-PLC-技.术_网
D、通过监控计算机实现系统监控并纪录各种工艺数据、历史趋势;
WWW_P※LCJS_CO※M-PLC-技-.术_网
E、PLC采用PROFIBUS总线结构的主从方式与传动装置和远程PLC从站通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 北京二十一世纪/铝板纵切机全数字电气控制系统下一篇: PLC在三相异步电机控制中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行