北京二十一世纪/拉弯矫直机生产线
日期:2007-9-6 23:53:28 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
拉弯矫直机生产线的主要工作是将经冷轧机轧制完毕的板材经开卷、入口S辊、矫直机、出口S辊、卷取机,最终生产出延伸率达到要求的成品卷。主要设备有开卷机、入口S辊、精矫直机、出口S辊、卷取机等。
系统参数:最高机列速度:120m/min、卷径:φ505-φ1650mm、来料宽度:700-1000mm、来料厚度:0.1-1.5mm、最大卷重:4000kg、
1:开卷机 2:入口1#S辊 3:入口2#S辊 4:精矫直机
5:出口3#S辊 6:出口4#S辊 7:卷取机
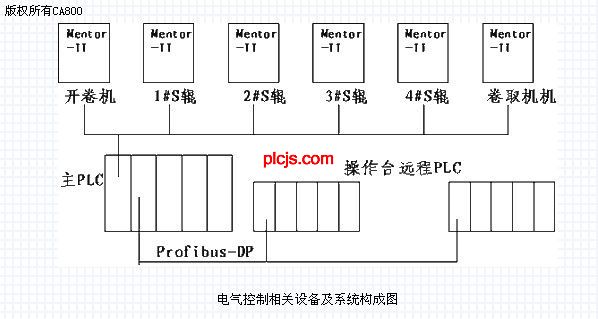
拉弯矫直机生产线的主要控制要求是控制2#S辊和3#S辊之间的速度差,从而使板材达到设定的延伸率改变板材的物理特性。因此需选择相应能够达到控制要求的器件来组成控制系统。根据以上条件我们选择SIEMENS S5-135U系列PLC通过PROFIBUS-DP通讯总线和现场操作台内的输入输出从站连接,直流电机驱动器选择C.T.公司的MENTOR II系列控制器。
PLC系统选用928B CPU、IP281高速计数器、IM308C通讯处理器、ET200U远程IO从站及其它开关量、模拟量输入输出模块。控制系统通过连接于2、3#S辊的高速计数器计算延伸率控制2、3#辊的转速差实现延伸率的闭环控制;根据线速度和开卷机、卷取机转速计算卷径控制其电枢电流和励磁电流实现恒张力卷绕控制。
系统特点
A、PLC控制2、3#S辊速度差实现闭环延伸率控制;
B、PLC控制开卷及卷取实现恒张力卷绕控制;
C、1、4#S辊的电流分别受控于2、3#S辊实现恒转矩控制;
D、高速计数器触发过程中断实现快速响应,满足实时性要求;
E、PLC采用PROFIBUS总线结构的主从方式与操作台PLC通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
拉弯矫直机生产线
WW.W_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
拉弯矫直机生产线的主要工作是将经冷轧机轧制完毕的板材经开卷、入口S辊、矫直机、出口S辊、卷取机,最终生产出延伸率达到要求的成品卷。主要设备有开卷机、入口S辊、精矫直机、出口S辊、卷取机等。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
系统参数:最高机列速度:120m/min、卷径:φ505-φ1650mm、来料宽度:700-1000mm、来料厚度:0.1-1.5mm、最大卷重:4000kg、
WWW.PLCJS.COM——可编程控制器技术门户

P.L.C.技.术.网——可编程控制器技术门户
系统组成
WW.W_PLCJS_COM-PLC-技.术_网
1:开卷机 2:入口1#S辊 3:入口2#S辊 4:精矫直机
WWcW_PLCJS_COM-PLC-技.术_网
5:出口3#S辊 6:出口4#S辊 7:卷取机
——可——编——程——控-制-器-技——术——门——户
——可——编——程——控-制-器-技——术——门——户
拉弯矫直机生产线的主要控制要求是控制2#S辊和3#S辊之间的速度差,从而使板材达到设定的延伸率改变板材的物理特性。因此需选择相应能够达到控制要求的器件来组成控制系统。根据以上条件我们选择SIEMENS S5-135U系列PLC通过PROFIBUS-DP通讯总线和现场操作台内的输入输出从站连接,直流电机驱动器选择C.T.公司的MENTOR II系列控制器。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
PLC系统选用928B CPU、IP281高速计数器、IM308C通讯处理器、ET200U远程IO从站及其它开关量、模拟量输入输出模块。控制系统通过连接于2、3#S辊的高速计数器计算延伸率控制2、3#辊的转速差实现延伸率的闭环控制;根据线速度和开卷机、卷取机转速计算卷径控制其电枢电流和励磁电流实现恒张力卷绕控制。
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
系统特点
plcjs.技.术_网
A、PLC控制2、3#S辊速度差实现闭环延伸率控制;
WWW_PLCJS_COM-PLC-技.术_网
B、PLC控制开卷及卷取实现恒张力卷绕控制;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
C、1、4#S辊的电流分别受控于2、3#S辊实现恒转矩控制;
WWW_P※LCJS_CO※M-PLC-技-.术_网
D、高速计数器触发过程中断实现快速响应,满足实时性要求;
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
E、PLC采用PROFIBUS总线结构的主从方式与操作台PLC通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
WWW_PLC※JS_COM-PmLC-技.术_网
上一篇: PLC改造MZ2015自动磨床下一篇: 北京二十一世纪/铝板纵切机全数字电气控制系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行