密炼机及双螺杆挤出压片机自动控制系统及拖动系统
日期:2007-10-14 21:53:02 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
前言
我公司在30万套全钢丝载重子午线轮胎技改项目中,先后引进了二台意大利POMINI公司生产的PX420密炼机及TDEll双螺杆挤出压片机,其具有设备价格低、控制水平高、操作方便、可靠性好等特点。在此,笔者对该设备的控制系统及拖动系统作些介绍,供要引进密炼机的厂家和国内密炼机生产厂家作参考。
1 自动控制系统组成(如图1) 。
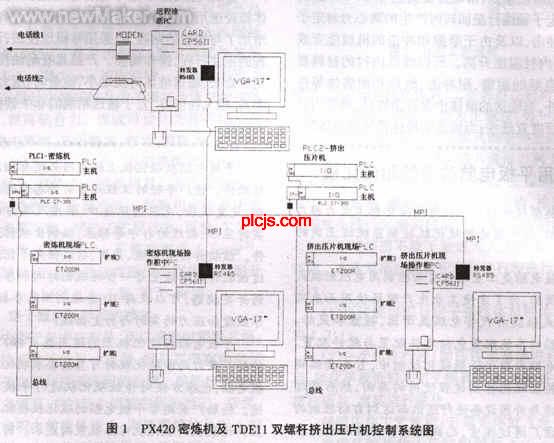
1.1 PX420密炼机控制部分组成
密炼机控制部分包括:密炼机的PLC主机-PLCl,PLCl的扩展,PLCl上位管理机-PC。
1.2 TDEll双螺杆挤出压片机控制部分组成双螺杆挤出压片机控制部分包括:双螺杆挤出压片机的PLC主机-PLC2,PLC2的扩展,PLC2上位管理机-PC。
1.3 远程诊断系统组成
远程诊断系统包括:远程诊断PC,MODEN及电话线1,用于远程通话的电话线2及电话。
2 拖动系统组成
2.1 PX420密炼机拖动系统组成(如图2)
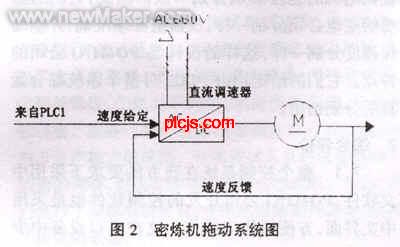
PX420密炼机拖动系统包括:两组AC660v电源(一组星型,另一组三角型),可控硅调速装置,直流电机,测速器。
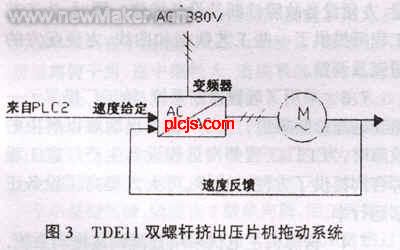
2.2 TDE11双螺杆挤出压片机拖动系统组成
TDEll双螺杆挤出压片机有四组相同的拖动系统(如图3),每组包括:AC380V电源,变频调速器,测速器。
3 系统运行过程描述
PX420密炼机PC(PLCl上位管理机)在接受到上辅机的工艺参数后,将信号传给密炼机PLCl,PLCl再将信号通过其输出口传出,执行整个密炼过程,完成密炼工作。在密炼周期中的每个阶段,主电机的速度由工艺参数设定。在密炼过程中记录一些工艺所需曲线及设备是否完好的情况。同时,将密炼数据传给上辅机作为上辅机控制密炼动作及密炼周期结束的依据。如果密炼机有故障报警,其将本坯料炼完后停机。如果设备完好、下辅机完好、TDEll料斗未满、上辅机要求运行,那么密炼机就会继续运行下一周期。
TDE11双螺杆挤出压片机料斗有料后,如胶片冷却已准备好,螺杆挤出机开始运行,压片机也开始运行,并自动调整速度将压辊和挤出机头间的压力调整到设定值。随着料斗中胶料的增加,挤出机的速度也加快,机头压力增加,压片机也会自动增加速度,使压力保持在设定值,直到挤出机的速度增加到最大,压片机速度最大。此时,如果TDEll双螺杆挤出压片机料斗的料位上升到上限的话,TDEll双螺杆挤出压片机会要求密炼机暂时停机,等料位下降到中位后,密炼机继续工作。
4 PX420密炼机及TDE11双螺杆挤出压片机自动控制系统原理
4.1 密炼机控制部分包括:
密炼机的PLC主机-PLCl,PLCl的扩展,PLCl上位管理机-PC。
作为上位机的密炼机PC用2芯专用计算机电缆与PLCl相连,上位机PC的信号通过CP5611卡和转发器RS4B5后又传给PLCl。相反,PLCI的信号通过CP5611卡和转发器RS4B5后又传给密炼机PC。包括主电机电流、主电机电压、温度(胶料温度、电机温度、轴承温度)、转速、设备运行状态等信号均通过此通道从PLCI获得并:在PC上处理及显示。主电机电流、主电机电压、转速等信号PLCl从直流调速装置取得,现场信号通过PLCl扩展采集后通过2芯计算机电缆送给PLCl的CPU处理。根据需要,CPU再传给扩展的I/O或主机的I/O板或PLCl的上位机PC,密炼机的模拟信号主电机电流、主电机电压、胶料温度、功率、转子转速、主电机的速度给定等是通过PLCl的上位机PC(密炼机PC)与上辅机的PLC上位机PC用数字信号进行传输的,没有失真,可靠性高。
4.2 双螺杆挤出压片机控制部分包括:
双螺杆挤出压片机的PLC主机-PLC2,PLC2的扩展,PLC2-上位管理机-PC。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
我公司在30万套全钢丝载重子午线轮胎技改项目中,先后引进了二台意大利POMINI公司生产的PX420密炼机及TDEll双螺杆挤出压片机,其具有设备价格低、控制水平高、操作方便、可靠性好等特点。在此,笔者对该设备的控制系统及拖动系统作些介绍,供要引进密炼机的厂家和国内密炼机生产厂家作参考。
plcjs.技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
1 自动控制系统组成(如图1) 。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
plcjs.技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
1.1 PX420密炼机控制部分组成
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
密炼机控制部分包括:密炼机的PLC主机-PLCl,PLCl的扩展,PLCl上位管理机-PC。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
1.2 TDEll双螺杆挤出压片机控制部分组成双螺杆挤出压片机控制部分包括:双螺杆挤出压片机的PLC主机-PLC2,PLC2的扩展,PLC2上位管理机-PC。
WWW.PLCJS.COM——可编程控制器技术门户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
1.3 远程诊断系统组成
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
远程诊断系统包括:远程诊断PC,MODEN及电话线1,用于远程通话的电话线2及电话。
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
2 拖动系统组成
WW.W_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
2.1 PX420密炼机拖动系统组成(如图2)
plcjs.技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
PX420密炼机拖动系统包括:两组AC660v电源(一组星型,另一组三角型),可控硅调速装置,直流电机,测速器。
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
2.2 TDE11双螺杆挤出压片机拖动系统组成
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
TDEll双螺杆挤出压片机有四组相同的拖动系统(如图3),每组包括:AC380V电源,变频调速器,测速器。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_COM-PLC-)技.术_网
3 系统运行过程描述
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
PX420密炼机PC(PLCl上位管理机)在接受到上辅机的工艺参数后,将信号传给密炼机PLCl,PLCl再将信号通过其输出口传出,执行整个密炼过程,完成密炼工作。在密炼周期中的每个阶段,主电机的速度由工艺参数设定。在密炼过程中记录一些工艺所需曲线及设备是否完好的情况。同时,将密炼数据传给上辅机作为上辅机控制密炼动作及密炼周期结束的依据。如果密炼机有故障报警,其将本坯料炼完后停机。如果设备完好、下辅机完好、TDEll料斗未满、上辅机要求运行,那么密炼机就会继续运行下一周期。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
TDE11双螺杆挤出压片机料斗有料后,如胶片冷却已准备好,螺杆挤出机开始运行,压片机也开始运行,并自动调整速度将压辊和挤出机头间的压力调整到设定值。随着料斗中胶料的增加,挤出机的速度也加快,机头压力增加,压片机也会自动增加速度,使压力保持在设定值,直到挤出机的速度增加到最大,压片机速度最大。此时,如果TDEll双螺杆挤出压片机料斗的料位上升到上限的话,TDEll双螺杆挤出压片机会要求密炼机暂时停机,等料位下降到中位后,密炼机继续工作。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4 PX420密炼机及TDE11双螺杆挤出压片机自动控制系统原理
WW.W_PLC※JS_C,OM-PL,C-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
4.1 密炼机控制部分包括:
W1WW_P4LCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
密炼机的PLC主机-PLCl,PLCl的扩展,PLCl上位管理机-PC。
WWW_PLCJS@_COM%-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
作为上位机的密炼机PC用2芯专用计算机电缆与PLCl相连,上位机PC的信号通过CP5611卡和转发器RS4B5后又传给PLCl。相反,PLCI的信号通过CP5611卡和转发器RS4B5后又传给密炼机PC。包括主电机电流、主电机电压、温度(胶料温度、电机温度、轴承温度)、转速、设备运行状态等信号均通过此通道从PLCI获得并:在PC上处理及显示。主电机电流、主电机电压、转速等信号PLCl从直流调速装置取得,现场信号通过PLCl扩展采集后通过2芯计算机电缆送给PLCl的CPU处理。根据需要,CPU再传给扩展的I/O或主机的I/O板或PLCl的上位机PC,密炼机的模拟信号主电机电流、主电机电压、胶料温度、功率、转子转速、主电机的速度给定等是通过PLCl的上位机PC(密炼机PC)与上辅机的PLC上位机PC用数字信号进行传输的,没有失真,可靠性高。
——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4.2 双螺杆挤出压片机控制部分包括:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
双螺杆挤出压片机的PLC主机-PLC2,PLC2的扩展,PLC2-上位管理机-PC。
本新闻共2页,当前在第1页1 2
plcjs.技.术_网
上一篇: 施耐德QuantumPLC在曲轴调质热处理生产线的应用下一篇: 新型充填系统令人大开眼界
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行