板料冲压CAE在汽车覆盖件拉延模设计中的应用
日期:2008-11-11 23:44:25 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
注塑成型CAE是用计算机数值模拟塑料成型过程的技术,其数值计算结果将产生大量的数据。如何将这些数据所蕴涵的物理意义以图形的方式直观的表示出来——即结果的可视化,是注塑成型CAE技术的一个重要环节。
随着非线形理论、有限元方法和计算机软硬件的迅速发展,薄板冲压成型过程的CAE分析技术日渐成熟,并在冲压模具与工艺设计中发挥了重要的作用。目前的金属板料成形CAE系统已能提供以下分析和模拟结果:材料的流动、厚度的变化、破坏、起皱、回弹,以及残余应力和应变,用以预测产品设计和加工工艺的合理性。其应用可以贯穿产品和模具开发的全过程,比如:可以在产品设计阶段对设计师提出产品冲压可行性分析;可以在模具设计阶段对设计师的设计方案进行模拟和验证;还可以在修模过程中提供直观形象的指导。
冲压成型过程的CAE分析实质上是在计算机上模拟板料变形的全过程,从而判断冲压工艺方案的合理性。由于每次模拟就相当于一次试模过程。因此在冲压成型过程中应用CAE模拟技术,可以显著地减少试模次数,缩短新产品开发周期,并降低开发成本。
一、PAM-STAMP 2G在模具设计中的应用
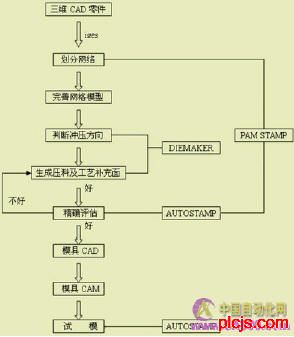
PAM-STAMP 2G是法国ESI公司开发的板金成形过程的有限元计算机模拟求解方案。它整合了从模具设计的可行性、快速模面生成与修改到冲压过程的模拟等环节。它包含三个主要功能模块:
◇ DIEMAKER:用于快速生成压料面及工艺补充面;
◇ QUIKSTAMP:用于快速评估成型模具;
◇ AUTOSTAMP:用于精确评估成型模具。
各功能模块在模具开发中的应用流程如图1所示。
在汽车覆盖件的拉延模设计中,合理设计工艺压料面和工艺补充及压延筋可以在很大程度上避免起皱、拉裂以及拉伸不足等制造缺陷。利用PAM-STAMP可以建立多个方案进行计算,优选出或优化得到较为满意的模面和压延筋,作为模具设计的参考和依据。而使用AUTOSTAMP中的展平(Flattening)功能得到的板材优化曲线,可以用来作为压料面的外边界参考。对于拉延模设计来说,有了模面和拉延筋,其余的就只是常规的结构设计了。
二、实例
1.产品形状和特点
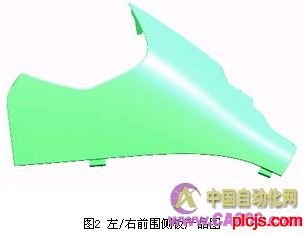
产品形状和特点如图2所示,该件属于汽车外表面件,搭接面较多,表面质量要求高,不允许有波纹、皱纹、破裂等影响产品质量的缺陷。该件形状不规则,长485mm,深150mm,高380mm。该产品的另一个主要特点为左右件,且左右件完全对称。根据该件的特点,冲压方案定为一模双件,工艺为拉延、修边冲孔、整形修边切开和翻边。
2.对零件拉延工序进行有限元模拟分析
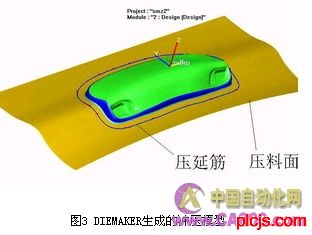
(1)直接导入零件的.igs文件,划分网格并进入DIEMAKER模块,隐藏法兰边,以冲压深度自动判断冲压方向,建立对称面和压料面,设定冲压拨模斜度为5°,入料圆角10mm,建立工艺补充面,并建立整圈压延筋(如图3所示),转入QUICKSTAMP模块进入快速评估。从QUICKSTAMP的计算结果可以看出,拉延周边有局部起皱现象。修改压延筋,将单压延筋变为双压延筋,并去除相对拐角部分。转入AUTOSTAMP模块(如图4所示),重新进行精确评估,参数设定如下:
压料力:1000kN
摩擦系数:0.12
等效压延筋摩擦力:Fr=0.087kM,Fo=0.065kM
板材材料:ST14
厚度:0.8mm
网格细分:refine=3

模拟结果如图5所示。
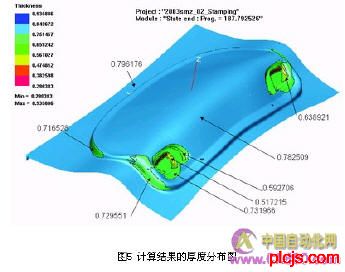
(2)经逐步观看计算过程,此模型在计算过程中并未产生起皱和拉裂现象。从计算结果来看,其最薄处为0.517215mm,在FLC曲线上部未见显示拉裂,在应变图中显示应变充分和均匀,说明以此设计的工艺补充及压料面是合理的。
转到Design模式,分别输出模面和压延筋的.igs文件,以备在CAD中设计模具时使用。
(3)在AUTOSTAMP计算得出的最后一步(State end),我们可以建立一条包含压延筋的3D封闭曲线,投影到板材上,利用展平(Flattening)功能,得到所需板材初始形状的优化曲线,将曲线导出为.igs文件。在模具设计中,可用此曲线作为模面尺寸的参考。见图6所示。

3.拉延模的设计
(1)在通过以上仿真确定了拉延模的设计方案后,我们可以从中得到如下数据:
◇ 模面图形的.igs文件。此文件中包含零件的冲压型面、工艺补充、压料面、入料圆角和冲压斜角等数据,可将其直接导入三维CAD软件中用作拉延模的模面。
◇ 压延筋3D曲线的.igs文件。导入CAD内作为压延筋的形状参考曲线,但在建立压延筋时,压延筋的截面轮廓必须依据CAE中所建立的轮廓尺寸,以保证产生的效果与计算的一致性。
◇ 板材优化轮廓曲线的.igs文件。板材优化轮廓曲线不仅可以用来优化板料的下料,还可用来作为压料面的外轮廓尺寸的参考。
(2)设计方法
◇ 建立拉延模的装配结构。在UG的装配环境中,新建装配文件,用添加新组件的方法创建空的零件文件。
◇ 导入以上三个.igs文件,得到模面曲面及压延筋曲线和模面外轮廓曲线。
◇ 采用投影、拉深、分割、剪切等建模方法对相应零件进行建模。建模时要充分结合相关的设计标准和工厂实际工况与技术水平。
◇ 对完成的拉延模进行运动学模拟检查。
◇ 绘制拉延模的装配和零件的工程图。
图7是前围侧板拉延模设计的实例。

成型CAE在模具设计中的应用,实际上是对模具设计方案进行评估优化的过程。合理应用CAE技术在板料设计中的应用,可以避免和减少传统模具设计方法产生的浪费、失误甚至报废,有效地提高模具开发的效率,降低开发成本。
WWcW_PLCJS_COM-PLC-技.术_网
注塑成型CAE是用计算机数值模拟塑料成型过程的技术,其数值计算结果将产生大量的数据。如何将这些数据所蕴涵的物理意义以图形的方式直观的表示出来——即结果的可视化,是注塑成型CAE技术的一个重要环节。
WWW_PLC※JS_COM-PmLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
随着非线形理论、有限元方法和计算机软硬件的迅速发展,薄板冲压成型过程的CAE分析技术日渐成熟,并在冲压模具与工艺设计中发挥了重要的作用。目前的金属板料成形CAE系统已能提供以下分析和模拟结果:材料的流动、厚度的变化、破坏、起皱、回弹,以及残余应力和应变,用以预测产品设计和加工工艺的合理性。其应用可以贯穿产品和模具开发的全过程,比如:可以在产品设计阶段对设计师提出产品冲压可行性分析;可以在模具设计阶段对设计师的设计方案进行模拟和验证;还可以在修模过程中提供直观形象的指导。
WWW_PLCJS@_COM%-PLC-技.术_网
冲压成型过程的CAE分析实质上是在计算机上模拟板料变形的全过程,从而判断冲压工艺方案的合理性。由于每次模拟就相当于一次试模过程。因此在冲压成型过程中应用CAE模拟技术,可以显著地减少试模次数,缩短新产品开发周期,并降低开发成本。
WWW_PLC※JS_COM-PmLC-技.术_网
一、PAM-STAMP 2G在模具设计中的应用
——可——编——程——控-制-器-技——术——门——户
PAM-STAMP 2G是法国ESI公司开发的板金成形过程的有限元计算机模拟求解方案。它整合了从模具设计的可行性、快速模面生成与修改到冲压过程的模拟等环节。它包含三个主要功能模块:
WWcW_PLCJS_COM-PLC-技.术_网
◇ DIEMAKER:用于快速生成压料面及工艺补充面;
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
◇ QUIKSTAMP:用于快速评估成型模具;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
◇ AUTOSTAMP:用于精确评估成型模具。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
各功能模块在模具开发中的应用流程如图1所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
在汽车覆盖件的拉延模设计中,合理设计工艺压料面和工艺补充及压延筋可以在很大程度上避免起皱、拉裂以及拉伸不足等制造缺陷。利用PAM-STAMP可以建立多个方案进行计算,优选出或优化得到较为满意的模面和压延筋,作为模具设计的参考和依据。而使用AUTOSTAMP中的展平(Flattening)功能得到的板材优化曲线,可以用来作为压料面的外边界参考。对于拉延模设计来说,有了模面和拉延筋,其余的就只是常规的结构设计了。
WWW_PLCJS_COM-PLC-技.术_网
二、实例
P.L.C.技.术.网——可编程控制器技术门户
1.产品形状和特点
WW.W_PLCJS_COM-PLC-技.术_网
产品形状和特点如图2所示,该件属于汽车外表面件,搭接面较多,表面质量要求高,不允许有波纹、皱纹、破裂等影响产品质量的缺陷。该件形状不规则,长485mm,深150mm,高380mm。该产品的另一个主要特点为左右件,且左右件完全对称。根据该件的特点,冲压方案定为一模双件,工艺为拉延、修边冲孔、整形修边切开和翻边。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
2.对零件拉延工序进行有限元模拟分析
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(1)直接导入零件的.igs文件,划分网格并进入DIEMAKER模块,隐藏法兰边,以冲压深度自动判断冲压方向,建立对称面和压料面,设定冲压拨模斜度为5°,入料圆角10mm,建立工艺补充面,并建立整圈压延筋(如图3所示),转入QUICKSTAMP模块进入快速评估。从QUICKSTAMP的计算结果可以看出,拉延周边有局部起皱现象。修改压延筋,将单压延筋变为双压延筋,并去除相对拐角部分。转入AUTOSTAMP模块(如图4所示),重新进行精确评估,参数设定如下:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
压料力:1000kN
WWW_PLCJS@_COM%-PLC-技.术_网
摩擦系数:0.12
WW.W_PLC※JS_C,OM-PL,C-技.术_网
等效压延筋摩擦力:Fr=0.087kM,Fo=0.065kM
WW.W_PLCJS_COM-PLC-技.术_网
板材材料:ST14
——可——编——程——控-制-器-技——术——门——户
厚度:0.8mm
W1WW_P4LCJS_COM-PLC-技.术_网
网格细分:refine=3
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
模拟结果如图5所示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
(2)经逐步观看计算过程,此模型在计算过程中并未产生起皱和拉裂现象。从计算结果来看,其最薄处为0.517215mm,在FLC曲线上部未见显示拉裂,在应变图中显示应变充分和均匀,说明以此设计的工艺补充及压料面是合理的。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
转到Design模式,分别输出模面和压延筋的.igs文件,以备在CAD中设计模具时使用。
WWW_P※LCJS_CO※M-PLC-技-.术_网
(3)在AUTOSTAMP计算得出的最后一步(State end),我们可以建立一条包含压延筋的3D封闭曲线,投影到板材上,利用展平(Flattening)功能,得到所需板材初始形状的优化曲线,将曲线导出为.igs文件。在模具设计中,可用此曲线作为模面尺寸的参考。见图6所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
3.拉延模的设计
WWW_PL※CJS_COM-PLC-技.术_网
(1)在通过以上仿真确定了拉延模的设计方案后,我们可以从中得到如下数据:
WWW_P※LCJS_CO※M-PLC-技-.术_网
◇ 模面图形的.igs文件。此文件中包含零件的冲压型面、工艺补充、压料面、入料圆角和冲压斜角等数据,可将其直接导入三维CAD软件中用作拉延模的模面。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
◇ 压延筋3D曲线的.igs文件。导入CAD内作为压延筋的形状参考曲线,但在建立压延筋时,压延筋的截面轮廓必须依据CAE中所建立的轮廓尺寸,以保证产生的效果与计算的一致性。
P.L.C.技.术.网——可编程控制器技术门户
◇ 板材优化轮廓曲线的.igs文件。板材优化轮廓曲线不仅可以用来优化板料的下料,还可用来作为压料面的外轮廓尺寸的参考。
WWW.PLCJS.COM——可编程控制器技术门户
(2)设计方法
plcjs.技.术_网
◇ 建立拉延模的装配结构。在UG的装配环境中,新建装配文件,用添加新组件的方法创建空的零件文件。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
◇ 导入以上三个.igs文件,得到模面曲面及压延筋曲线和模面外轮廓曲线。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
◇ 采用投影、拉深、分割、剪切等建模方法对相应零件进行建模。建模时要充分结合相关的设计标准和工厂实际工况与技术水平。
WWW_PLC※JS_COM-PmLC-技.术_网
◇ 对完成的拉延模进行运动学模拟检查。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
◇ 绘制拉延模的装配和零件的工程图。
plcjs.技.术_网
图7是前围侧板拉延模设计的实例。
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
成型CAE在模具设计中的应用,实际上是对模具设计方案进行评估优化的过程。合理应用CAE技术在板料设计中的应用,可以避免和减少传统模具设计方法产生的浪费、失误甚至报废,有效地提高模具开发的效率,降低开发成本。
上一篇: 可重构计算技术在汽车电子领域的应用探讨下一篇: CATIAV5在汽车零件逆向开发中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行