艾默生工控产品在钢帘线中的应用
日期:2007-7-8 23:44:11 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
钢帘线主要用于汽车轮胎生产,随着汽车工业的迅速发展,钢帘线市场前景被看好。02年至今,江苏、山东、辽宁以及湖北等地一直在兴建和扩建钢帘线生产基地。通过对前期引进设备的消化和吸收以及国内机电技术水平的提升,目前钢帘线的生产设备如直线式拉丝机、中丝热处理设备、水箱拉丝机、合股成绳机以及外绕机都在逐渐国产化。为适应日益激烈的市场竞争,提升设备性能,降低设备成本,寻求创新型解决方案就成为设备商和最终生产厂家的重要关注点。
中丝热处理是对半成品钢丝通过热处理正火,消除钢丝在拉拔过程中产生的加工硬化,它是一种连续加工工艺,示意图如下:
1、对于一定直径(d)的半成品丝,牵引速度(V)要保持恒定,即d/V值恒定。
2、牵引轮和收线轮之间的半成品丝的张力(F)要保持恒定。同时因为收线轮采用中心收卷方式,应该进行张力锥度控制。
厂家条件:
1、为控制成本,厂家只提供时序逻辑控制信号,不提供如张力反馈、电机编码器等信号。 2、供应商产品必须有在国内拉丝机龙头企业两年以上成熟应用经验并提供解决方案。
分析:如果不考虑上述限制条件,上述工艺通过一个非常普通的中心收卷方案就可以解决。因为艾默生有专门针对此类工艺的TD3300张力控制专用变频器,可是TD3300变频器三种张力控制方式所要求的条件(张力反馈信号或张力开环闭环矢量转矩模式)均不具备。为此,我们为厂家提供了如下的解决方案,并得到了厂家认可。
1、半成品钢丝收线速度控制
由于EV1000变频器运行稳速精度<±1%的额定同步转速,完全满足工艺对速度控制精度的要求,因此只需要根据线径就可以计算出所需设定的变频器频率。
2、半成品钢丝收卷张力控制
张力控制是通过变频器与PLC配合来完成的,其控制思路如下:
由于有排线器装置,排线器从一边运行到另一边时会产生一个换向信号,我们将此信号传递给PLC,一但PLC检测到此信号,则认为卷径发生变化,具体计算关系如下式所示。
张力计算
处于成本考虑,我们没有为PLC配置模拟输入和输出模块,而是巧妙地借用了变频器的模拟输入输出口以及PLC标配的RS485通行串口来实现张力的设定。首先用户将张力设定电位器连接到变频器模拟输入AI1,变频器自身只是采集该模拟量值,但并不对该模拟量进行任何处理,然后PLC利用内置的标准通信函数与变频器通信,读取模拟量输入值,转化为张力设定值。在此处需要注意的是根据变频器串口通信协议,PLC读入值0~2000代表变频器AI1口电压输入值为-10V~+10V。
根据工艺要求,随着卷径增加(满卷与空卷之比可达4:1),收线张力必须按一定规律减小,否则会发生外层丝勒到里层中去,导致缠丝现象。PLC根据下面公式来进行张力锥度公式进行计算:
摘要:中丝热处理作业线是子午线轮胎钢丝热处理生产工艺中重要的一环,对机电设备的性能和可靠性都有极高的要求。本文介绍了该生产工艺对变频器和PLC产品的要求以及艾默生公司针对该生产工艺提出的创新型解决方案。
WWW.PLCJS.COM——可编程控制器技术门户
一 概述
plcjs.技.术_网
钢帘线主要用于汽车轮胎生产,随着汽车工业的迅速发展,钢帘线市场前景被看好。02年至今,江苏、山东、辽宁以及湖北等地一直在兴建和扩建钢帘线生产基地。通过对前期引进设备的消化和吸收以及国内机电技术水平的提升,目前钢帘线的生产设备如直线式拉丝机、中丝热处理设备、水箱拉丝机、合股成绳机以及外绕机都在逐渐国产化。为适应日益激烈的市场竞争,提升设备性能,降低设备成本,寻求创新型解决方案就成为设备商和最终生产厂家的重要关注点。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
二 工艺要求及控制系统组成
plcjs.技.术_网
中丝热处理是对半成品钢丝通过热处理正火,消除钢丝在拉拔过程中产生的加工硬化,它是一种连续加工工艺,示意图如下:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)

WWW.PLCJS.COM——可编程控制器技术门户
工艺要求:
WWW_PL※CJS_COM-PLC-技.术_网
1、对于一定直径(d)的半成品丝,牵引速度(V)要保持恒定,即d/V值恒定。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
2、牵引轮和收线轮之间的半成品丝的张力(F)要保持恒定。同时因为收线轮采用中心收卷方式,应该进行张力锥度控制。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
厂家条件:
WWW_P※LCJS_CO※M-PLC-技-.术_网
1、为控制成本,厂家只提供时序逻辑控制信号,不提供如张力反馈、电机编码器等信号。 2、供应商产品必须有在国内拉丝机龙头企业两年以上成熟应用经验并提供解决方案。
WWW_PLCJS@_COM%-PLC-技.术_网
分析:如果不考虑上述限制条件,上述工艺通过一个非常普通的中心收卷方案就可以解决。因为艾默生有专门针对此类工艺的TD3300张力控制专用变频器,可是TD3300变频器三种张力控制方式所要求的条件(张力反馈信号或张力开环闭环矢量转矩模式)均不具备。为此,我们为厂家提供了如下的解决方案,并得到了厂家认可。
plcjs.技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
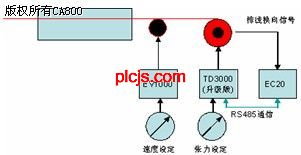
如上图,根据驱动轮稳速精度要求,选择了EV1000变频器。整个工艺的难点在于收线轮的张力控制。根据收卷轮运行频率范围(60Hz~5Hz)以及半成品丝的张力控制精度要求(±20%),决定采用TD3000变频器直接进行转矩控制,转矩设定指令由PLC根据用户的设定进行一系列计算之后给出。而根据工艺要求的PLC点数以及程序容量与计算速度,决定选用艾默生新推出的EC20-BRA2012 PLC。
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
三 控制原理
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1、半成品钢丝收线速度控制
P.L.C.技.术.网——可编程控制器技术门户
由于EV1000变频器运行稳速精度<±1%的额定同步转速,完全满足工艺对速度控制精度的要求,因此只需要根据线径就可以计算出所需设定的变频器频率。
WWW_PLCJS_COM-PLC-技.术_网
2、半成品钢丝收卷张力控制
WWW_P※LCJS_CO※M-PLC-技-.术_网
张力控制是通过变频器与PLC配合来完成的,其控制思路如下:
WW.W_PLC※JS_C,OM-PL,C-技.术_网

plcjs.技.术_网
卷径计算
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
由于有排线器装置,排线器从一边运行到另一边时会产生一个换向信号,我们将此信号传递给PLC,一但PLC检测到此信号,则认为卷径发生变化,具体计算关系如下式所示。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)

WW.W_PLCJS_COM-PLC-技.术_网
式中n表示收到第n个排线换向信号,Dn表示第n圈时的卷径,D0表示空卷时的卷径,d表示线径,而k表示卷径校正系数,一般由经验获得,和线径相关。上述公司经过实际验证,和实际情况比较吻合。
WWW.PLCJS.COM——可编程控制器技术门户
张力计算
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
处于成本考虑,我们没有为PLC配置模拟输入和输出模块,而是巧妙地借用了变频器的模拟输入输出口以及PLC标配的RS485通行串口来实现张力的设定。首先用户将张力设定电位器连接到变频器模拟输入AI1,变频器自身只是采集该模拟量值,但并不对该模拟量进行任何处理,然后PLC利用内置的标准通信函数与变频器通信,读取模拟量输入值,转化为张力设定值。在此处需要注意的是根据变频器串口通信协议,PLC读入值0~2000代表变频器AI1口电压输入值为-10V~+10V。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
根据工艺要求,随着卷径增加(满卷与空卷之比可达4:1),收线张力必须按一定规律减小,否则会发生外层丝勒到里层中去,导致缠丝现象。PLC根据下面公式来进行张力锥度公式进行计算:
WWW_PLCJS@_COM%-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行