LS PLC位置控制系统在客车生产线中的应用
日期:2006-6-17 0:38:50 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
当前的客车(BUS)生产行业中,由于生产工艺的不断更新、进步,再加上各方面的要求,譬如外观、实用性、安全性等对工艺提出了更高的要求等,得以使各种高技术含量的产品在客车生产行业中有了发挥作用的机会。而焊接是客车生产过程中必不可少的一道工艺,考虑到上述各方面的要求,对焊接这一工艺则增加了相当大的难度,因为焊接的好与坏,定位准确与否直接影响到车辆的外观、实用以及安全等多方面的性能。因此,为了能够更好的完成焊接工艺,我们在此引入“位置控制(Position Control)”的概念。
图1所看到的是上海某汽车生产车间的其中一个客车顶盖生产流水线,现在已经正式投入使用,可以生产各种不同长度,不同大小的客车顶盖。此条流水线原来为韩国大宇客车生产设备,大宇公司倒闭后,该公司引进这套设备;但是由于元器件老化等原因,设备进行了改造,要更换元件,并重新布线。我们介绍的就是改造其控制器的这一过程。

图1
该生产线原控制系统为其他公司的PLC产品以及伺服系统,是通过模拟量的输出来控制伺服电机(图2)。这种控制方式缺点很明显,利用模拟量控制伺服电机时,焊枪的定位只能通过时间来控制电机所走的长度,而这种控制方式是非常不准确的,往往会出现错误。

图2
改造后的流水线因根据不同长宽,不同大小的车盖的生产需要,焊枪自动调整距离和位置。那焊枪的定点如图3所示。
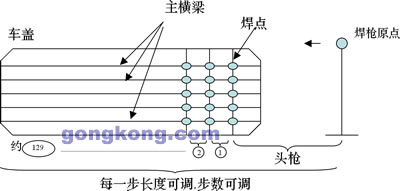
图3
所以在改进的控制方式中,我们选择了位置控制模块APM,参照图4

图4
我们选用了LS的K300S系列PLC产品和PMUX30系列的人机界面,通过位置控制模块(APM)脉冲驱动三菱伺服电机,带动焊枪横梁作往返运动,而且考虑到要对下位控制系统进行操作,因此选用了通讯模块构成FNET网络,再加逻辑控制的300多点的数字I/O,形成了整个控制系统。如图5。
图5
在以上的控制系统中,我们不再采用以往的模拟量控制伺服电机,而采用位置控制模块控制伺服电机,其位置和速度等参数在人机界面上做调整,甚至配方,在此系统下,不同长宽、不同大小的车盖要生产时,只需调整参数即可投入生产。
通过使用LS的PLC编程软件KGL-WIN和位控调试软件APM-PACKAGE,在参数设置,程序设计,调试测试上得到极大的便利。

WW.W_PLC※JS_C,OM-PL,C-技.术_网
图1所看到的是上海某汽车生产车间的其中一个客车顶盖生产流水线,现在已经正式投入使用,可以生产各种不同长度,不同大小的客车顶盖。此条流水线原来为韩国大宇客车生产设备,大宇公司倒闭后,该公司引进这套设备;但是由于元器件老化等原因,设备进行了改造,要更换元件,并重新布线。我们介绍的就是改造其控制器的这一过程。
WWW.PLCJS.COM——可编程控制器技术门户
P.L.C.技.术.网——可编程控制器技术门户
图1
WWW_PL※CJS_COM-PLC-技.术_网
该生产线原控制系统为其他公司的PLC产品以及伺服系统,是通过模拟量的输出来控制伺服电机(图2)。这种控制方式缺点很明显,利用模拟量控制伺服电机时,焊枪的定位只能通过时间来控制电机所走的长度,而这种控制方式是非常不准确的,往往会出现错误。
WWW.PLCJS.COM——可编程控制器技术门户
P.L.C.技.术.网——可编程控制器技术门户
图2
WW.W_PLC※JS_C,OM-PL,C-技.术_网
改造后的流水线因根据不同长宽,不同大小的车盖的生产需要,焊枪自动调整距离和位置。那焊枪的定点如图3所示。
W1WW_P4LCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
图3
——可——编——程——控-制-器-技——术——门——户
所以在改进的控制方式中,我们选择了位置控制模块APM,参照图4
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
图4
——可——编——程——控-制-器-技——术——门——户
我们选用了LS的K300S系列PLC产品和PMUX30系列的人机界面,通过位置控制模块(APM)脉冲驱动三菱伺服电机,带动焊枪横梁作往返运动,而且考虑到要对下位控制系统进行操作,因此选用了通讯模块构成FNET网络,再加逻辑控制的300多点的数字I/O,形成了整个控制系统。如图5。
WWW_P※LCJS_COM-PLC-)技.术_网
图5
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
在以上的控制系统中,我们不再采用以往的模拟量控制伺服电机,而采用位置控制模块控制伺服电机,其位置和速度等参数在人机界面上做调整,甚至配方,在此系统下,不同长宽、不同大小的车盖要生产时,只需调整参数即可投入生产。
plcjs.技.术_网
通过使用LS的PLC编程软件KGL-WIN和位控调试软件APM-PACKAGE,在参数设置,程序设计,调试测试上得到极大的便利。
WWW_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: PLC用于悬链自动控制系统的升级改造下一篇: 一汽大众总装车间的实时监控系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行