水泥PLC控制系统设计浅谈
日期:2008-10-28 23:22:08 来源:本站整理
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
可编程控制器简称为PLC,其以丰富的I/O接口模块、高可靠性和强抗干拢能力广泛应用于工业自动化控制。笔者曾参与我公司多项PLC控制系统的安装、调试工作。因此,经过对我公司多项工程的实践与分析,筛选个别较具有代表性的例子,结合笔者多年的电气维修、安装及调试经验,就PLC控制系统的设计提出若干意见,供同行参考。
1设计应从小事着手,切实解决问题
1)PLC控制系统作为一个系统工程,设计时不能过分依靠PLC本体,使用外部继电器能够完成控制要求的,应使用外部继电器,例如时间继电器控制。我公司水泥粉磨系统中细碎机及收尘风机采用的是自藕降压起动,由于设计时取消外部时间继电器,采用起动信号直接输入PLC,经PLC内部计时器输出运行信号,由于起动时间难于精确确定及负荷变化将引起起动时间变化,要想调整起动时间较为困难(需要具备PLC编程知识及相关编程工具,一般用户或电工不具备条件)。因此,采用PLC内部计时器作为起动时间控制,显得颇费周章,也不利于现场控制及日后维护。
2)在顺序及联锁控制中,涉及平行并联关系的机号,要考虑操作的便利,让PLC能自动选择运行机号,方便设备在运行过程中能选择其它设备运行。如图1(a)所示,联锁关系为四级。前两级中有并列选择运行的机号(M1、M2和M3、M4、M5),能否自动选择需要运行的设备,就显得很重要。如何能实现自动选择呢?如图1(b)所示:
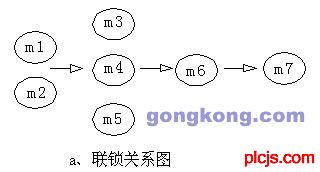
图1联锁关系及电气控制原理
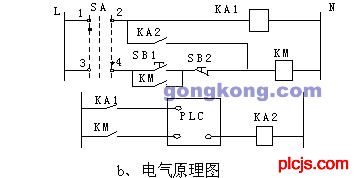
图1联锁关系及电气控制原理
将转换开关SA拨到集中控制时,KA1吸合给PLC一个信号,让PLC识别该台机号需要运行,而没有选择集中控制的机号则认为暂时不运行。
3)PLC程序设计要注意“防竞争”的处理,特别是在油站系统中主/备泵的启动。其主/备启动要求是:先启动主泵,几秒后油压无法达到设定值时,再启动备用泵;或者是主泵跳闸后,必须立即启动备用泵。如图2所示:M2为防竞争处理,时间设为2s,即主泵启动2s后,油压不能达到设定值时,备用泵启动,油压够后停止工作。(M2梯形图及X003、X004防抖处理略)
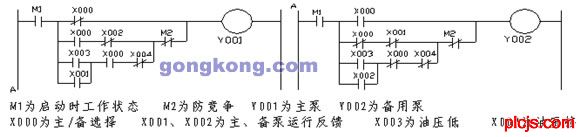
图2 主/备泵控制PLC梯形图
2设计要考虑信号的特殊性,确保信号的可靠。
1)设计时须充分考虑设备停机的可操作性,所谓停机可操作性就是设备必须紧急停机或控制回路故障时能可靠停机。如图3所示,SB4常闭触点作为PLC输入信号,当SB4回路断开或SB4接触不良或失压时,KM断开输出,从而可以确保设备不出现无法停机情况。而在我公司的多项工程之中,都是采用常开触点作为停机信号输入,如果出现上述故障时,设备将无法停机,后果不堪设想,严重时甚至威胁设备的安全运行。例如:我公司的高压电机控制系统,采用的是总降单柜控制电机(即车间不设高压柜),系统运行由设在车间的机旁按钮控制,停机按钮采用常开点控制,系统在运行过程中出现多次无法停机,最终只能电话通知总降手动停机,经查原因多为停机按钮接触不良所致。经与设计单位商讨后,决定在同类控制回路的停机按钮全改为常闭触点,至今无出现过类似故障。
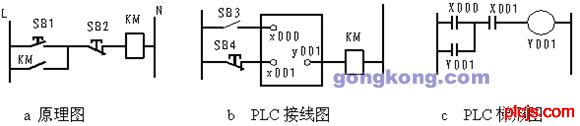
图3停机电路的正确设计
2)设计过程控制,要充分考虑现场振动,控制信号采集后必须经过防抖过滤,以减少现场输入信号抖动引起误动作。如水泥粉磨系统中的油站系统信号,都是安装在磨机旁边,现场振动大,输入信号处理不当时,极容易造成系统瞬间动作。 如图4所示:X002油压低报警信号有输入时,经过1s延时后输出联锁跳闸,而只要X002信号科动频率在1s之内,Y001就不会动作,这样就可以确保输入信号的质量。
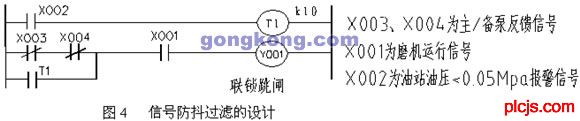
图4 信号防抖过滤的设计
3)设计报警要充分,故障指示要明了。
1)PLC系统设计时,要充分利用PLC内部错误及故障自检测功能,如FX系列的M8004错误检测、M8005电池电压低检测和M8000正常运行监视等,它们能有效检测及监视PLC的运行状态。只要适当的运用及输出指示,就能方便操作工及维护人员快速辨明是PLC内部故障还是外部故障。
2)大量的工程实践证明,PLC系统外部元件故障率远要高于PLC本体故障率。因此,为了提高整个系统的可靠性,PLC外部的输入、输出元件的故障检测,除了在硬件上采取措施外,还必须在软件中加强故障检测程序。常用的设计方法有两种:(1)时间故障检测法,如图5a所示:Y001输出时同时启动一个内部时间继电器T1,2s后KM无反馈信号,则认为KM故障或控制回路故障,经M1启动报警及指示程序。(2)逻辑错误检测法,如图5b所示:X001、X002、X003为逻辑“与真”条件,当有一个条件不成立时,Y001停止输出,自认为系统有故障,停止正常的工作程序,并启动报警及指示程序。

图5 外部元件故障检测方法
3)作为系统报警提示的“声/光”报警,两者存在缺一不可。例如我公司水泥粉磨系统中的报警信号的选择与设计都较为理想,唯独是“声/光”报警之中的“光”提示欠缺。现场磨机噪声极大,操作工稍不留神,根本无法听到音响报警,对操作工来说,这是极大的不便。
最后,PLC控制系统作为一个系统工程,设计者在设计时,必须要有一个系统的认识和了解,渗透整个系统的工艺流程及控制要求,做到满足客户、方便客户,力求系统的完善。
WWW_PLC※JS_COM-PmLC-技.术_网
可编程控制器简称为PLC,其以丰富的I/O接口模块、高可靠性和强抗干拢能力广泛应用于工业自动化控制。笔者曾参与我公司多项PLC控制系统的安装、调试工作。因此,经过对我公司多项工程的实践与分析,筛选个别较具有代表性的例子,结合笔者多年的电气维修、安装及调试经验,就PLC控制系统的设计提出若干意见,供同行参考。
WW.W_PLCJS_COM-PLC-技.术_网
1设计应从小事着手,切实解决问题
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
1)PLC控制系统作为一个系统工程,设计时不能过分依靠PLC本体,使用外部继电器能够完成控制要求的,应使用外部继电器,例如时间继电器控制。我公司水泥粉磨系统中细碎机及收尘风机采用的是自藕降压起动,由于设计时取消外部时间继电器,采用起动信号直接输入PLC,经PLC内部计时器输出运行信号,由于起动时间难于精确确定及负荷变化将引起起动时间变化,要想调整起动时间较为困难(需要具备PLC编程知识及相关编程工具,一般用户或电工不具备条件)。因此,采用PLC内部计时器作为起动时间控制,显得颇费周章,也不利于现场控制及日后维护。
WWW_PL※CJS_COM-PLC-技.术_网
2)在顺序及联锁控制中,涉及平行并联关系的机号,要考虑操作的便利,让PLC能自动选择运行机号,方便设备在运行过程中能选择其它设备运行。如图1(a)所示,联锁关系为四级。前两级中有并列选择运行的机号(M1、M2和M3、M4、M5),能否自动选择需要运行的设备,就显得很重要。如何能实现自动选择呢?如图1(b)所示:
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图1联锁关系及电气控制原理
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
图1联锁关系及电气控制原理
WWW.PLCJS.COM——可编程控制器技术门户
将转换开关SA拨到集中控制时,KA1吸合给PLC一个信号,让PLC识别该台机号需要运行,而没有选择集中控制的机号则认为暂时不运行。
WWW.PLCJS.COM——可编程控制器技术门户
3)PLC程序设计要注意“防竞争”的处理,特别是在油站系统中主/备泵的启动。其主/备启动要求是:先启动主泵,几秒后油压无法达到设定值时,再启动备用泵;或者是主泵跳闸后,必须立即启动备用泵。如图2所示:M2为防竞争处理,时间设为2s,即主泵启动2s后,油压不能达到设定值时,备用泵启动,油压够后停止工作。(M2梯形图及X003、X004防抖处理略)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图2 主/备泵控制PLC梯形图
WWW.PLCJS.COM——可编程控制器技术门户
2设计要考虑信号的特殊性,确保信号的可靠。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1)设计时须充分考虑设备停机的可操作性,所谓停机可操作性就是设备必须紧急停机或控制回路故障时能可靠停机。如图3所示,SB4常闭触点作为PLC输入信号,当SB4回路断开或SB4接触不良或失压时,KM断开输出,从而可以确保设备不出现无法停机情况。而在我公司的多项工程之中,都是采用常开触点作为停机信号输入,如果出现上述故障时,设备将无法停机,后果不堪设想,严重时甚至威胁设备的安全运行。例如:我公司的高压电机控制系统,采用的是总降单柜控制电机(即车间不设高压柜),系统运行由设在车间的机旁按钮控制,停机按钮采用常开点控制,系统在运行过程中出现多次无法停机,最终只能电话通知总降手动停机,经查原因多为停机按钮接触不良所致。经与设计单位商讨后,决定在同类控制回路的停机按钮全改为常闭触点,至今无出现过类似故障。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
图3停机电路的正确设计
WWW_P※LCJS_CO※M-PLC-技-.术_网
2)设计过程控制,要充分考虑现场振动,控制信号采集后必须经过防抖过滤,以减少现场输入信号抖动引起误动作。如水泥粉磨系统中的油站系统信号,都是安装在磨机旁边,现场振动大,输入信号处理不当时,极容易造成系统瞬间动作。 如图4所示:X002油压低报警信号有输入时,经过1s延时后输出联锁跳闸,而只要X002信号科动频率在1s之内,Y001就不会动作,这样就可以确保输入信号的质量。
——可——编——程——控-制-器-技——术——门——户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图4 信号防抖过滤的设计
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3)设计报警要充分,故障指示要明了。
WWcW_PLCJS_COM-PLC-技.术_网
1)PLC系统设计时,要充分利用PLC内部错误及故障自检测功能,如FX系列的M8004错误检测、M8005电池电压低检测和M8000正常运行监视等,它们能有效检测及监视PLC的运行状态。只要适当的运用及输出指示,就能方便操作工及维护人员快速辨明是PLC内部故障还是外部故障。
WWW.PLCJS.COM——可编程控制器技术门户
2)大量的工程实践证明,PLC系统外部元件故障率远要高于PLC本体故障率。因此,为了提高整个系统的可靠性,PLC外部的输入、输出元件的故障检测,除了在硬件上采取措施外,还必须在软件中加强故障检测程序。常用的设计方法有两种:(1)时间故障检测法,如图5a所示:Y001输出时同时启动一个内部时间继电器T1,2s后KM无反馈信号,则认为KM故障或控制回路故障,经M1启动报警及指示程序。(2)逻辑错误检测法,如图5b所示:X001、X002、X003为逻辑“与真”条件,当有一个条件不成立时,Y001停止输出,自认为系统有故障,停止正常的工作程序,并启动报警及指示程序。
——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图5 外部元件故障检测方法
WWW_PL※CJS_COM-PLC-技.术_网
3)作为系统报警提示的“声/光”报警,两者存在缺一不可。例如我公司水泥粉磨系统中的报警信号的选择与设计都较为理想,唯独是“声/光”报警之中的“光”提示欠缺。现场磨机噪声极大,操作工稍不留神,根本无法听到音响报警,对操作工来说,这是极大的不便。
WWW_PLC※JS_COM-PmLC-技.术_网
最后,PLC控制系统作为一个系统工程,设计者在设计时,必须要有一个系统的认识和了解,渗透整个系统的工艺流程及控制要求,做到满足客户、方便客户,力求系统的完善。
WWW_PLCJS_COM-PLC-技.术_网
上一篇: 智能建筑中局域网的组网与实现下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行